 MERTON HISTORICAL SOCIETY
MERTON HISTORICAL SOCIETY A History of Fry’s Metal Foundries and the Tandem Works
 Studies in Merton History 12: by Michael J Finch
Studies in Merton History 12: by Michael J Finch
We were delighted when Mike Finch contacted us to ask if we would like to publish his history of this landmark site and the world famous Fry brands produced there and elsewhere.
As he explains in his Introduction:
The task has been made somewhat easier for me because my working life of over forty years started at Fry’s Tandem Works. As a result I have, on my journey, collected a wealth of information about the business and the people who worked there, with help from the monthly magazine, The Fry Record. I also had the memories of five members of my family who worked at the Tandem Works, including my grandfather, who was the works carpenter for 42 years from 1923 to 1965. My mother, Brenda, worked in the wages department from 1953, my father, Tony, worked in the foundry from 1954, and two uncles, Jack and Eric, worked in Fry’s Diecastings from 1942 and 1944 respectively.
Many people who remember the name ‘Fry’s Metals’ may feel the company came to an end when John Fry sold his interest in the company to Goodlass Wall in the 1940s, while others may say it was when the Tandem Works closed in 1991. Whatever the case, the fact remains that the Fry brand is still alive and well today and can be seen on DIY shelves in one form or another. It may not reflect the business of a hundred or so years ago, because the needs of the industry forced the necessary changes that have occurred over the years. The development of metal alloys and fluxes in the early days in particular, and the method of making them, plays a part in many products used today, whether they carry that old familiar Fry logo or not.
This account focuses primarily on the foundation of Fry’s, the companies that existed long before Fry’s that shaped Fry’s future, and the people who made it happen through belief, determination and hard work, not to mention the willingness to take chances. It is a fascinating story of success and a rise from nothing that justifies the effort to tell the story, because there is little information otherwise available. The fact that information is scant is the biggest surprise, given the enormous impact Fry’s Metals had on the print metal industry in those early days, the number of people they employed, not just at the Tandem Works, but also at the branch foundries and overseas, and the impact of the company on local communities.
Michael J Finch
Studies in Merton History: 12
MERTON HISTORICAL SOCIETY – 2023
2
Published and printed in United Kingdom by
Merton Historical Society
2023
ISBN 978 1 903899 83 0
Copyright Michael J Finch and Merton Historical Society
In memory of my Grandfather
John Henry Burrage
Acknowledgements
I would like to thank Roger Bilham for his advice and detailed research into many aspects of this
book and to Merton Historical Society for their help and advice and making publication possible. I
am especially grateful to Allan MacDonald – Head of HR Business Partners at Element Solutions Inc
(ESI) who own the rights of Fry’s Metals – for the company’s permission to use the pictures.
I would also like to thank Eric Shaw, Terry Cuzner, Walter Davies and Tony Ingham for their
contributions.
The author and the editorial team of MHS have made every effort to check the factual accuracy of
statements made, but in a complex narrative there may be some points that remain open to challenge
or correction.
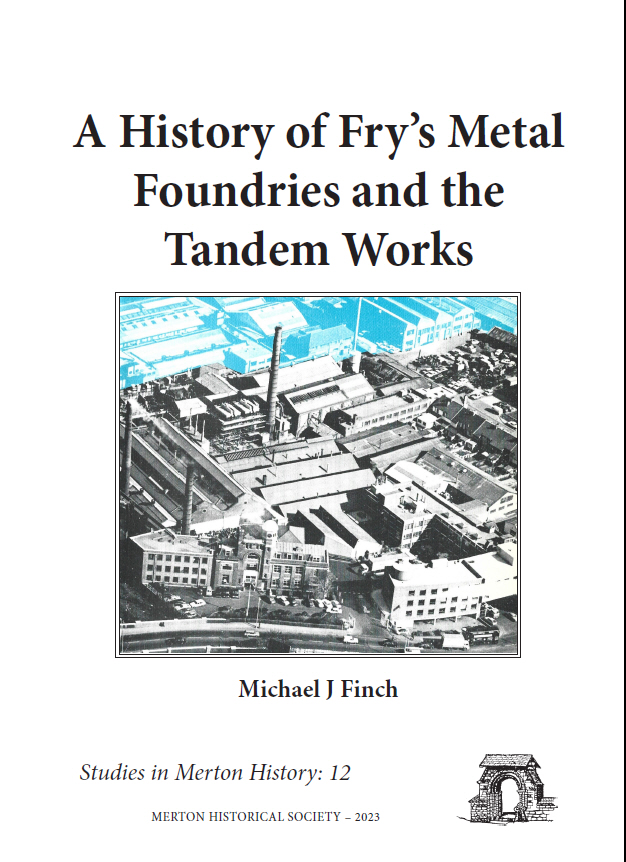
Front cover: This aerial view of the Tandem Works c.1960 formed the main cover in traditional Fry blue for the monthly ‘Fry
Record’. The part shaded blue is beyond the boundary of Fry’s Metals.
3
CONTENTS
Introduction 4
Chapter 1 – Early Years of the Tandem Works 5
Chapter 2 – The Origins of Hallett & Fry 9
Chapter 3 – John Horace Fry 11
Chapter 4 – A Seed was Sown: Holland Street Foundry 13
Chapter 5 – The First World War 21
Chapter 6 – After the First World War 23
Chapter 7 – Fry’s Diecastings Ltd 31
Chapter 8 – The Second World War 33
Chapter 9 – Expansion and Contraction 37
Appendix A – Branch Foundries & others in the Fry Group 41
Appendix B – Mergers, Demergers, Acquisitions & Sell-offs 48
Bibliography 57
Glossary 59
Tandem Works from Christchurch Road c.1960
INTRODUCTION
To research and write a sufficiently comprehensive account of Fry’s Metal Foundries, its origins and
the history of some of the more significant companies within the Fry group has been a demanding
challenge. The task has been made somewhat easier for me because my working life of over forty years
started at Fry’s Tandem Works. As a result I have, on my journey, collected a wealth of information
about the business and the people who worked there, with help from the monthly magazine, The Fry
Record. I also had the memories of five members of my family who worked at the Tandem Works,
including my grandfather, who was the works carpenter for 42 years from 1923 to 1965. My mother,
Brenda, worked in the wages department from 1953, my father, Tony, worked in the foundry from
1954, and two uncles, Jack and Eric, worked in Fry’s Diecastings from 1942 and 1944 respectively.
My grandfather, John Henry Burrage, known as ‘Jack’ to his friends and colleagues, quickly became
a good friend of John Fry, and long after John Fry retired, and until his death, he often wrote to my
grandfather to keep in touch, leaving behind a wealth of letters and information for me to draw on
for this book. Jack became much more than a works carpenter to the Fry staff throughout his working
career, as he was often called upon to mend their shoes, make furniture, toys and desks for their
children, and on odd occasions help them move to a new house by using the company van. He was
also remembered in John Fry’s will for being a good friend and one of many loyal employees.
Many people who remember the name ‘Fry’s Metals’ may feel the company came to an end when John
Fry sold his interest in the company to Goodlass Wall in the 1940s, while others may say it was when
the Tandem Works closed in 1991. Whatever the case, the fact remains that the Fry brand is still alive
and well today and can be seen on DIY shelves in one form or another. It may not reflect the business
of a hundred or so years ago, because the needs of the industry forced the necessary changes that have
occurred over the years. The development of metal alloys and fluxes in the early days in particular,
and the method of making them, plays a part in many products used today, whether they carry that
old familiar Fry logo or not.
This account focuses primarily on the foundation of Fry’s, the companies that existed long before Fry’s
that shaped Fry’s future, and the people who made it happen through belief, determination and hard
work, not to mention the willingness to take chances. It is a fascinating story of success and a rise from
nothing that justifies the effort to tell the story, because there is little information otherwise available.
The fact that information is scant is the biggest surprise, given the enormous impact Fry’s Metals had
on the print metal industry in those early days, the number of people they employed, not just at the
Tandem Works, but also at the branch foundries and overseas, and the impact of the company on local
communities.
Detail from an advertsisement on the inside cover of Fry’s Printing Metals booklet (1936)
CHAPTER 1
Early Years of the Tandem Works
When Herbert F Höveler landed on these shores from Germany in 1891, the treatment in Britain of
metal scrap and residues was in its infancy. At that time, Britain had the first call on plentiful supplies
of ores and virgin metals from many parts of the world, because of her predominance in international
trade, and therefore had not felt the necessity of paying special attention to the re-use of scrap and
residues. It is evident that in those days the average scientist regarded such arisings with contempt.
Non-ferrous scrap metal was used only for requirements of the lowest grade, and oxides and residues
were thrown away as dirt. On the other hand, Germany had been forced by economic pressure to pay
serious attention to the question of metal recovery, and scientists and industrialists in that country had
devised processes and had installed plant for that purpose.
Herbert Frederick Höveler, German industrial chemist and metallurgist, was born 3 February 1859 in
Papenburg, then in the Kingdom of Hanover. He had acquired first-hand experience in Germany in
the treatment of scrap and residues, and found fertile fields in Britain for the development of his ideas.
In 1894 he formed the Tandem Smelting Syndicate Ltd, listed at Jubilee Buildings, 97c Queen Victoria
Street, London EC, and a little later started a small works in south-east London. In this project, he
had the assistance of his old company Höveler & Dieckhaus, anti-friction metal manufacturers, which
had businesses at 74 Broad Street and 3 Stockwell Avenue, London, in tandem with 449 Papenburg
Industriewerk, Germany, trading since 1891 as metallurgical smelters and analytical chemists. It is
believed that the name ‘Tandem’ arose from his intention that the two factories, one in Germany and
the other in England, should co-operate in technical matters. In other words, they should work ‘in
tandem’.
Höveler was a keen and inventive metallurgist and within a few years he claimed to have discovered
metallurgical processes and new eutectics which remain the basis of many present-day practices. The
prospects of business in the efficient treatment of scrap and residues were such that he decided to
build a completely new works and, for that purpose, he acquired land in Christchurch Road, Mitcham,
where today the Tandem shopping centre stands. By 1904 Höveler was residing at 45 Christchurch
Road, Streatham, and rumour had it that, in choosing the site for his new works, the scales were
weighted in favour of the Mitcham location, in the area known locally as Merton Abbey, because of
the identical road name.
The building of the Tandem Works commenced in 1906 and the factory was occupied by the Tandem
organisation early in 1907. The residential accommodation at the Tandem Works from around 1911
was occupied by the works manager, John Menzies, his wife, Annie, and a servant, Florence Cackett,
whilst the Hövelers and two servants occupied their Streatham residence. Mr Höveler was so foxed
by English weights and measures that he stuck to metric and, looking at the plans of the original
office and works buildings, it is clear that he drew up the measurements in metres and left the builder
to make the conversions. In the factory he installed kilo scales and printed conversion tables which
continued through the later years of Eyre Smelting Co. as well as Fry’s Metals. For this reason, come
decimalisation and conversion to metric weights in the early 1970s, Fry’s Metals was a little ahead of
the game.
Höveler was interested in many things other than metals. The Tandem Works soon housed the
Ĉekbanko Esperantista (Esperanto Bank), which he founded in 1907, where deposits and withdrawals
were based on the Spesmilo, devised before World War I by René de Saussure and introduced in 1907.
Esperanto is an artificial language devised in 1887 as an international medium of communication, and
Höveler invented the propaganda ‘keys’, miniature-format newsletters about Esperanto with concise
grammar and vocabularies. The first English version, written with Edward Alfred Millidge in 1905,
appeared in 18 languages by 1912. By the end of April 1914 there were 730 accounts in 320 cities and
43 countries including London, the Madeira Islands, Sicily and Palestine.
Another business carried on in the Tandem Works was the manufacture of a cure for asthma called
‘Vixol’, with the vanillin being extracted from tobacco stalks. There is no guarantee of truth for the
idea that the concoction originated when Höveler found his asthmatic condition was relieved by the
inhalation of the fumes which were emanating from the pots while metal was being cleansed. He is
said to have devised a liquid which, when sprayed, gave off similar fumes. The spraying apparatus itself
was manufactured at the Tandem Works by Charlie Beck, subsequently known as a skilled pot-hand
and a respected member of the works staff. For many years asthma sufferers in various parts of the
world inquired whether supplies of ‘Vixol’ were still available.
Höveler was also a pioneer of the use of oil for heating and developed an oil-burner which was not only
used in the works, but also marketed with some success. It was a liquid-fuel burner for use with furnaces
and boilers and comprised an outer portion, preferably fixed to the furnace or boiler, composed of two
concentric nozzles and a barrel, in which slid an inner portion composed of two concentric tubes, a band,
and an inner regulating needle, the inner portion being held in position by friction only, so that it could
be easily removed for cleaning purposes or when it was desired to replace it. Höveler’s burner patents,
together with burners, spare parts and accessories, were advertised for sale by a controller appointed by
the Board of Trade in The Times of 23 February 1918.
The Tandem Works
Back then the Tandem Works was a very different place. In the early days, the bases of No.1 and No.3
chimney stacks were surrounded by fowl houses, complete with chicken runs, the occupants of which
made regular but involuntary contributions to the breakfast and dinner tables at the Tandem Works.
No.1 stack housed bantams, No.3 stack was at one time the home of turkeys and chickens, while
ducks and geese lived somewhere in the rear. Bacon and fish were smoked over a pit adjacent to No.3
stack, and allotments and pigsties abounded in the area which was in later years occupied by Fry’s
Diecastings Ltd. The perimeter of the works was lined with fruit trees and shrubs, there was a bank of
shrubs along the railway siding, and a grape vine coiled itself around the middle chimney. A narrow-
gauge rail track ran alongside the factory to bring and send materials.
Along the top road that later separated Fry’s Metal Foundry from Fry’s Diecastings there was a row of
apple trees (later cut down and used as greenwood poles for refining). Behind these trees were allotments
belonging to the office staff and workmen, together with a large kitchen garden for the occupier of the
flat over the works in which Mr Höveler used to live at times during his ownership. This garden boasted
fruit of all types, including a large walnut tree, and just outside the laboratory there was a large Victoria
plum tree which bore excellent fruit, and around the far chimney near the smelting shop were hen coops.
The Tandem Smelting Syndicate, Merton, c.1910
The bridge on Christchurch Road, in front of the office block was much narrower than in later days,
with wooden steps on the far side leading to a footpath by the side of the River Wandle, which led into
the High Street opposite Wandle Bank.
In 1914 the name of the English company was changed to the Tandem Smelting Company Ltd,
presumably in order to disassociate the business as far as possible from its formerly desirable German
partner.
Following the outbreak of the First World War in 1914, Höveler, who was still a German national,
found it difficult to carry on business. Although the majority of shares in the company were held by
enemy aliens, the Board of Trade permitted the continuation of the business because production was
of national importance.
Troubles, particularly of a financial nature, increased, and in the end the business was wound up by
the Board of Trade. The liquidator offered it for sale by public tender, with the result that in 1917 it
was purchased by the Eyre Smelting Company Ltd, manufacturers of antifriction metals. Fry’s Metal
Foundries, who had already started operating their metals business in Holland Street, Southwark, five
or so years earlier, also put in a bid, but it was not high enough.
Herbert Frederick Höveler died at home, 78 South Side, Clapham Common, on 30 August 1918, aged
59. The cause of death was pneumonia with gangrene of the lungs. Two days before he died, he made
a will leaving all of his property to his wife Thekla, who was also the sole executrix. She was granted
probate in February 1919, and the value of the estate was £4,276 3s, equivalent to around £250,000 to
£300,000 in 2020.
Eyre Smelting Co. Ltd
Eyre Francis Wall Ievers was born 10 April 1873 at Tonbridge, Kent, one of eight children of Eyre
Ievers and Jane Perrier née Osburne, who were both born in Ireland. Eyre Francis was educated at
Tonbridge Castle Preparatory School (1880-1884) and Tonbridge Grammar School (1884-87). He
was apprenticed at the locomotive works of Neilson & Co. in Glasgow (1887-1890), following which
he studied at the Crystal Palace Engineering School (1890-1891) and King’s College, London (1892-
1893), while working as an improver at a Great Eastern Railway running shed. In 1893 he went to
Argentina, employed by the Buenos Aires & Rosario Railway as a draughtsman in their workshops at
Campana (1893-1895). For the next two years to 1897 he was a District Locomotive Superintendent,
then Works Manager (1897-1898), Assistant Locomotive Superintendent (1898-1901), and Acting
Locomotive Superintendent (1901-1902). He returned to England
where he was manager of the Eyre Smelting Co. from 1902 to 1904, and
export manager for the Galena Signal Oil Co. from 1904 to 1908. Ievers
made many trips to the USA and Argentina, including in 1904, 1910,
1926, 1931, 1936 and 1939. Together with Harry Pearce, he applied in
1901 for a US patent for a multiple expansion rotary engine, which was
assigned to the Francis Eyre Company of New York.
The Eyre Smelting Company was
established at Tonbridge in 1902 and
had a London address, presumably
the company’s registered address,
at St Helen’s Place, Bishopsgate, and
later at 28 Victoria Street. Products
included white metal bearing alloys
and Bamber’s non-encrusting zincs
(zinc anodes). After the move to the
Tandem Works, the range increased
Tandem Smelting Syndicate advert from 1909 (left) & Eyre Smelting advert
from 1919 (right), reproduced courtesy of Grace’s Guide to British Industrial
History (https://www.gracesguide.co.uk)
considerably. Products included type metal, solder, brass and bronze ingots and castings, and Höveler
liquid fuel burners. Eyre Smelting Co. produced Eyre bearing metal and other white metals, chiefly for
use in railway carriage, wagon and locomotive bearings.
Large tonnages were supplied to the British-owned railways of South America, India and Egypt.
The main production at the Tandem Works for a few years from 1918 was chiefly tin alloy, some
stick solder poured in stone moulds, antimonial and soft leads, some printing metal, and anti-
friction bearing metals for home and export, the main exports being to South American and Indian
railways.
In 1921 Eyre Smelting Co. installed a blast furnace acquired
from the old works on the Thames of the Atlas Metal & Alloys
Co. Ltd, which was taken over by the company (see Appendix
B).
Ievers died aged 84 on 8 December 1958 at his house in
Epsom. There was an inquest on 11 December, at which it
was found that he had committed suicide by gassing himself
while the balance of his mind was disturbed. His wife, Ellen,
had died in 1951.
Eyre Francis Wall Ievers c.1945
Eyre Smelting Co., Tandem Works, c.1918
CHAPTER 2
The Origins of Hallett & Fry
George Hallett & Co. was an old-fashioned antimony-smelting business launched long before the
days of limited companies. It was founded in 1806 as a refiner of antimony, with a foundry south of
the Thames about a quarter of a mile south-west of Blackfriars Bridge, and from 1841 to 1861 it was
located at 52 Broadwall, Blackfriars, near where Waterloo Station now stands.
Hallett’s purchased large quantities of antimony ore from China, Bolivia, Spain and Smyrna in Turkey
and smelted them in contact with scrap iron and some chemical fluxes in plumbago crucibles in high-
temperature furnaces to produce, after three smeltings, what was named ‘Star’ antimony. The star was
the natural crystallisation of antimony and a sign of its purity, and ‘Star’, sold as the oldest brand in the
world, was guaranteed 99% antimony. The smelting of antimony ore and the manufacture and sale of
antimony was Hallett’s main business, with a few minor sidelines that included antimony sulphide for
firework makers and for manufacturing chemists, but their retail trade was comparatively small. Later,
the production of printing metals followed, and they also obtained patents for antimony compounds
in paints.
Over the years, many thousands of tons of ore, packed in sacks, arrived at their foundry, and also
crude antimony, packed in two-cwt. wooden cases, from the Far East and elsewhere. The parcels of ore
were wheeled on a narrow-gauge railway into the smelting works some hundred yards or so away and
stacked neatly in large symmetrical piles near to the furnaces where they were to be fired.
George Hallett invited his godson, Thomas Henry Fry (1845-1920), a budding young lawyer, to join
the firm to help him in the management of the antimony-smelting foundry at Blackfriars. Thomas
Henry, a son of law stationer Thomas Homfray Fry, was to become the father of John Horace Fry, the
founder of Fry’s Metals. The name of the firm was subsequently changed to Hallett & Fry. Thomas
Henry devoted himself to the reorganisation of the whole business, putting it on a paying basis,
including a regular and increasing output per furnaceman, and gradually introducing a few sidelines.
For the staff of about one hundred, wages were low, though considerably higher than elsewhere at the
time, but life was happy. In fact, the work of furnaceman and the regular employment were popular,
and at changes of shift there were always men waiting, hoping for the chance of a job. There was an
excellent relationship between the office staff and furnacemen where the office staff knew their wives
and families, as well as their troubles.
Some ten years later, in 1873, George Hallett, who had an address at 296 Rotherhithe Street, died, and
for a while Thomas Fry managed the smelting business alone. Later on, owing to one of their side-
lines, ‘artificial manure’ (heaven only knows what it was!) emitting unpleasant odours, the firm was
obliged to transfer its manufacture to new premises at 202 Rotherhithe Street, on the south bank of
the Thames two miles below London Bridge, where they successfully carried on smelting ores which
arrived by barge from various London docks.
A few years later, in 1877, Alexander Miller (born in Paddington in 1856, died 1953), a friend of the
Hallett family, joined the firm, changing his name to Alexander Miller-Hallett for inheritance reasons.
In 1892 Miss Emily Caroline Hallett, the sister of George Hallett, bequeathed her fortune and her
antimony business based at Norway Wharf to Alexander, and he thereby acquired an extensive estate
at Goddington, (between Orpington and Chelsfield) in Kent, comprising a mansion with a dozen or
more retainers, lodges, woodlands, a farm with a prize herd of Jersey cattle and fine pedigree stock. He
had his own cricket team and occasionally travelled to Rotherhithe on horseback, 12-15 miles each
way and he was likened to the country squire, as he attended the London Metal Exchange daily with
silk hat, morning coat, gloves, buttonhole and walking stick. Quite a sight, even in those days!
Most of their buying and selling was done on the London Metal Exchange, which had originally been
established in Lombard Court in 1877 as the London Metal Market & Exchange. After 1880, the
United Kingdom changed from being a nett exporter to a large importer of metals. With improved
communications, news of shipments of goods arrived before the actual metal, and merchants could
offer material at a certain price with definite delivery dates (futures), so the LME was created to
rationalise the situation. It later moved from Lombard Court to the Old Jerusalem Coffee House in
Cowper Court and afterwards to Lombard Street. On 30 July 1881 the Metal Market & Exchange Co.
Ltd was incorporated, and in 1882 this company moved to Whittington Avenue, once the site of the
Roman forum.
There were no chemists or metallurgists in Hallett’s, for they were considered rare and costly creatures,
and the manufacturing process was carried on by rule of thumb for over a hundred years, though
times were changing and progress was in sight. Chemical analyses were costly and usually took a week
to get results and so were avoided as much as possible. Professional analysts were only employed to
check qualities between seller and buyer, with three well-known companies for that group of metals:
F Claudet in Coleman Street, E Riley, and later Edward Montague. The first two charged one guinea
for a single element for alloys, five guineas for the antimony content of ores, and five guineas for a
complete assay. Montague later competed with the well-established firms at about half their charges,
and sometimes Johnson Matthey (bullion company) was used.
The work at Hallett & Fry was very hard, and furnacemen worked from 6 a.m. to 5.30 p.m. Monday
to Friday and 6 a.m. to 12.30 p.m. on Saturday. On nights the men worked 60 hours per week, in five
12-hour shifts. The furnaces were lit at midnight each Sunday and burned until midday the following
Saturday. They were then let out, to reline and repair them, so that they should always be kept in good
working order. In order to withdraw the crucibles from the furnaces, the men first pushed back the
sliding cover made of red Welsh tiles. Straddled across the furnace they fixed the tongs carefully to
the top of the crucible and lifted it some four feet or so prior to tipping the molten, almost white-
hot, contents into the cast iron moulds. Frequently the men’s gaiters caught fire after this operation,
which they performed 30-33 times per shift and which must have been doubly uncomfortable during
summer.
At 202 Rotherhithe Street it must have been quite an interesting sight on a summer’s day to see the
antimony ores arriving by barge on the Thames and to see the barges or lighters swung into position by
tugs right out in the river, so that they would gradually drift into the correct position for unloading at
Norway Wharf, right under the two cranes awaiting their arrival. Even more exciting must have been
to watch this performed in a strong tide. From 1904 to 1908 the Rotherhithe Tunnel was built beneath
the factory, and in 1907 the LCC agreed to pay Hallett & Fry £800 for easement under the premises
and water supply, with more to be paid if there was any damage caused by the tunnel within two years
of its opening. The site of Norway Wharf is now occupied by Horatio Court, built during the 1990s.
CHAPTER 3
John Horace Fry
(13 May 1876-6 September 1967)
John Horace Fry was born at 282 New Cross
Road, Hatcham, the left-over name of a
medieval manor in the parish of Deptford.
He was one of six children to parents
Thomas Henry Fry and his wife Emily, née
Dannit. As we have seen, Thomas Henry
Fry started his metal career as an antimony
refiner and manufacturer of similar alloys at
Broadwall, within a quarter of a mile from
the later Holland Street foundry. He died
on 10 November 1920, naming three of
his sons as executors. His address was The
Elms, Belmont Hill, Blackheath, and he left
£46,043, equivalent in 2020 to about £2.25
million.
John was a cousin of the Fry family of Bristol,
where a young Quaker physician, Joseph Fry,
had begun around 1753 making chocolate at
his apothecary’s, which was the beginning
of J S Fry and Sons, possibly the oldest
chocolate firm in the world. Joseph Fry
also went into typefounding around 1764,
forming a partnership in the Bristol Letter
Foundry with printer William Pine for the
Bristol Gazette. His sons Henry and Edmund
later went into the typefounding business
with his widow, Anna.
On 1 May 1894, a fortnight before his
eighteenth birthday, John Fry joined Hallett
& Fry as a junior, almost straight from
Eastbourne College, where he had been reasonably successful in his education and particularly
enjoyed being on the sports field. John Fry’s eldest brother was born in 1873/4 at New Cross and was
christened Thomas Hallett Fry, but he did not join the antimony business and died on 7 July 1910.
Rotherhithe could be a pleasant enough spot in those days, and John Fry found plenty of interest in
the laden barges and other river traffic, whilst supervising the weights of incoming crude antimony,
antimony ores, etc. Towards the end of 1899, at the age of 23, he left home and Rotherhithe for nearly
two years to join the 69th Imperial (Sussex) Yeomanry in the South African, or Boer, War. He was
present early in 1900 at the early surrender of Johannesburg and Pretoria to Lord Roberts and Lord
Kitchener, subsequently fighting in the veldt against Generals Smuts, Louis Botha, De la Rey and
other Boer leaders in the Transvaal. He rejoined Hallett & Fry at Rotherhithe in October 1901 and
the business continued successfully for the next few years under the equal partnership of his father,
Thomas Fry, and Alexander Miller-Hallett.
In 1909-10, after 47 years’ service, his father wished to retire from active participation. Being an old-
fashioned concern, there were no shares and no very definite rules as to how to deal with matters of
partnership, particularly resignation and so on. There were conversations, disputes, delays, and finally
The English painter Mr. Francis Hodge painted the
portrait of John Fry. Mr. Hodge had the distinction of
painting portraits of His Majesty King George VI, the
Archbishop of York, Field Marshal Montgomery, and
in 1946 had two of his portraits exhibited at the Royal
Academy. A copy of an oil painting presented to John Fry
by the staff upon his 70th birthday.
Thomas Fry retired in 1911 without having been able to make any satisfactory agreement concerning
the succession to his half-share of the business. Alexander Miller-Hallett did not make it easy, and
after a long association he felt he would like to become the sole proprietor of the business. Owing to
the loose terms of the original partnership, the only promise Thomas Fry was able to obtain was that in
due course, when Alexander Miller-Hallett wished, his son, John Fry, would be given the opportunity
to purchase a shareholding similar to that of Alexander’s eldest son, George, so that eventually they in
turn would become equal partners. No price was discussed, and so it was by no means a satisfactory
arrangement from young John Fry’s point of view. Meanwhile, George, educated at Rugby and Trinity
College, Cambridge, joined the firm as its junior member in 1906, after spending a year in Angers, in
France, and in spite of his father’s attitude he and John Fry always remained good friends.
There were then three junior partners – John R Hollingworth, joined 1887, John Fry joined 1894 and
George Miller-Hallett, joined 1906. With his colleagues, part of John Fry’s duty was to inspect all
the metal produced, including the manufacture of ‘Star’ antimony and printing metals. They helped
with the mixing of the ores and the subsequent blending of the metal, so as gradually to leave all
the sulphur and iron behind in the slag. A simple elementary process, with no guile, or chemists or
metallurgists on the staff, but it produced a beautiful crystalline ‘H’ brand ‘Star’ antimony over many
years – and handsome profits, too. With very little chemical experience, they could all be proud of this
old-fashioned Thames-side business, and they became experts in quality control.
After Thomas Fry’s retirement, John Fry accepted a three-year agreement. Less than a year later, in
late 1911, finding that the position was becoming difficult, and feeling that the outlook offered little
promise of progress or opportunity, he approached Alexander Miller-Hallett and discussed the whole
situation with him in a frank and friendly manner. Miller-Hallett met John Fry in the same spirit, but
was quite determined to run the business in his own way and for his own benefit, and was not prepared
to make any changes or concessions. John Fry told him quite openly that he believed he knew how to
develop one of the sidelines, printing metals, and asked him for a half-share in this one direction only.
Miller-Hallett would not discuss the matter, nor would he permit John Fry to make any special efforts
to introduce new sales methods, as advertising was also frowned upon as being undignified and in
bad taste. He told John Fry that he and his father had been partners for many years and now he would
like to become sole proprietor for a while and had no intention of sharing any part of the business.
When in turn he wished to retire, he would agree that his son George and John Fry might eventually
be given the opportunity of becoming equal partners. John realised that this might be years ahead. In
fact, Alexander Miller-Hallett lived to the age of 98 – another 42 years!
John Fry could see little daylight ahead and the outlook was grim. Living with his young wife at
18 Eliot Park, Lewisham, his occupation recorded as ‘antimony refiner’, he realised that it would be
wise to examine the position carefully. After serious consideration, partnership not being available, he
asked to be released from the agreement, to which Miller-Hallett readily agreed. John Fry reminded
him that, as his early training had been in metals he might, to some extent at any rate, become a
competitor in their principal sideline, though not actually in the smelting of antimony. They were then
selling 100-150 tons of antimony and 15-20 tons of type metal per month and Miller-Hallett at that
time might have had, practically for nothing, a half share in the Fry’s Metal Foundry business which
was about to emerge.
After John Fry’s resignation in 1912 the name of the firm was quickly changed to Hallett & Son, the
Fry name disappearing after some fifty years.
CHAPTER 4
A Seed was Sown: Holland Street Foundry
John Fry had no very definite plans, only ideas, but was already turning things over in his mind. For
some three years previously he had been attending evening classes in metallurgy and chemistry at the
Northampton Institute in Clerkenwell, under the direction of Alfred Holly Mundey (1868-1951), in
charge of the Metallurgical Section, a kindly gentleman and an expert in chemistry and metallurgy.
John Fry studied the practical nature of metals, the assaying thereof, and under Mr Mundey’s valuable
and sympathetic guidance learned for the first time something of specific gravity, melting points
and other properties of the various metals, and was also introduced to eutectics. Mr Mundey’s full-
time work was at Woolwich Arsenal where he was a foreman, which in those days was probably
comparable with being a foundry manager in commercial life. He spent about three evenings a week
at the Northampton Institute to improve his income, and he and John Fry became good friends. On
the evening of 27 November 1911 Mrs Fry met them on the way home from the institute, and they
stopped for some light refreshment, to rest and to discuss the changing situation at Hallett & Fry. John
Fry outlined his early thoughts in regard to the possibility of starting a new business, and his wife
supported him wholeheartedly, enthusiastically and very courageously, as it meant risking their whole
economic future. In the event of starting, he asked Mr Mundey whether he would like to become
consultant metallurgist at a modest fee, to which he readily consented. A lucky day for John Fry.
So it was that in a meeting on 27 November 1911 between John Horace Fry, Nancy Louise Fry and
Alfred H Mundey, they made the decision to launch Fry’s Metal Foundry. After leaving Hallett’s there
was no time to be lost. For the next few weeks, John wandered, and sometimes cycled, through the
streets on the south side of the Thames in the neighbourhood of Blackfriars Bridge, visiting many
empty properties, chiefly old and derelict. He found quite a small foundry at 25-27 Holland Street,
Southwark, just a few hundred yards across Blackfriars Bridge from Fleet Street. It was a vacant, dark
and very limited property by Falcon Wharf and Falcon Drawing Dock, previously used as a small
bronze and brass jobbing foundry, then called the Falcon Brass Works, and once responsible for the
assembling and finishing of the iron railings outside St Paul’s Cathedral. Where the wharf met the
north end of Holland Street had previously stood the Falcon Tavern which Samuel Pepys visited.
Holland Street was off the beaten track yet sufficiently close to Blackfriars Bridge and to Fleet Street
to be interesting. John Fry thought it capable of producing between 1,000 to 2,000 tons per annum
and making a possible profit of £2 to £5 per ton, which in those far-away days seemed a reasonable
proposition.
The Holland Street premises belonged to Alderman Sir William Treloar, carpet salesman and ex-Lord
Mayor of London, with a large thriving business in Ludgate Hill near St Paul’s Cathedral. Holland
Street was named after Lord de Holland, a favourite at the court of Queen Elizabeth I. At the south
end was a dairy complete with cows, and a little way further on a warehouse and house belonging to
the Treloars of Ludgate Hill. A little further on past Nos. 25-27 you came to Castle Yard, named after
an old coaching inn of Victorian days, occupied by Sennett Bros, fur merchants, one of whom was a
knight and a sheriff of the City of London.
John Fry sought an interview and was offered a lease – twenty-one years at £100 per annum. He
realised this would make rather a big hole in his small available capital, which had to be protected with
great care. As John endeavoured to obtain a reduction in rent, Sir William, a wise man, countered with
seven years at £90 p.a., then seven years at £100 p.a. and finally seven years at £110 p.a., which John Fry
accepted. But this rent had to be earned – and quickly!
John Fry’s mind was busy with possibilities for the future, but his name was not yet known in the
printing industry. Being a modest sort of person, he would probably have settled on something more
impersonal, but Mr Mundey suggested that John Fry’s name should be associated with the new firm,
and so it became Fry’s Metal Foundry.
25-27 Holland Street were originally ancient cottages and John Fry knocked out the ground floors and
installed a dross furnace and a couple of melting pots. The offices where Mrs Fry kept the books were
on the rickety, sloping two floors above, and John Fry was his own manager and executive.
The rate of progress may be gauged by
noting that further freehold premises in
Holland Street were added: No. 30 in 1913,
No. 29 in 1914, No. 26 in 1915, No. 42 in
1918. On 1 January 1920 Fry’s opened
a new foundry at 32-42 Holland Street,
together with an experimental foundry
and chemical laboratory. Three separate
groups of premises combined to form the
London works, and the headquarters had
been rebuilt and extended to form a model
foundry and offices. The new buildings
were designed by architect Reginald C Fry,
winner of the Daily Mail Ideal Homes Exhibition at Olympia in 1911, and brother of John Fry.
The Fry’s Foundry premises at No.42
comprised two double-storeyed
parallel buildings connected by an
apexed roof of glass covering the main
foundry, opening on to the entrance
yard and terminating in a fine clock
tower with four dials. The clock was
synchronized hourly from Greenwich
and illuminated at night. Anyone
within sight was not likely to miss
these dials at night, or the name of the
foundry cast in shining white metal
letters, as befitting the firm’s activities,
which were suspended upon a tall wall
facing the entrance.
In those early days in Holland Street the neighbourhood had some very distinctive smells, such as
Kohler with his foul-smelling
printing ink driers. He used
to mix up his contents on the
ground floor right below the
cashier’s department, and in
one of his department’s rooms
he stored his tins of Golden,
Aurol, Flintol and Blackol,
which all smelt the same. This
was flavoured by Mrs Trent’s
breakfast aroma of bacon and
eggs, also from the ground floor.
Mix all this with the smell of re-
melted tin, lead, Wakeley’s hop
manure and Epps’s cocoa and
you could enjoy the aroma from
as far away as Southwark Bridge.
Front entrance of Fry’s Metal Foundry 42 Holland Street,
Blackfriars, 1919
The office staff at Holland Street, Blackfriars, foundry.
John Fry front centre. c.1919
The workforce at Holland Street, Blackfriars, foundry. c.1919
J Bowbrick & Sons, a Southwark firm of builders,
was called in to prepare the foundry for melting
pots, concreting a considerable area and, later on,
building their first reverberatory furnace from
plans prepared by Mr Mundey. The Bowbrick
brothers were a great help in launching the new
foundry which, with their limited experience,
took quite a time to get into satisfactory working
order. Roger Bowbrick was born, one of thirteen
children, on 9 March 1887 in St Saviour’s
parish, Southwark, to John Bowbrick, a house
decorator, and Annie, his wife. In September
1913 he married Violet Florence Turner at the
Southwark Register Office and was by then a
journeyman metal founder.
Like Roger, Violet was a south Londoner, in her case from Camberwell. His son John, known as Jack,
became a metallurgist at Fry’s Metals, where he was living with his parents in 1939. He gradually
became a source of strength in the foundry, continually experimenting in all directions under Mr
Mundey’s guidance, removing impurities from metals and furthering any new ideas which came along.
Roger died at his home in Sutton of various heart complaints in 1978, just before his 89th birthday.
Violet survived him until 1983. Miss A F Bowbrick also served loyally in the clerical department for
many years, and her two brothers worked occasionally in the foundry.
The foundry itself had a well-equipped chemical laboratory on the second floor, then presided over
by ‘Pa’ Davidson, late of the Great Western Railway, assisted by Ernie Baker and George Berry. On the
ground floor there was a model foundry for experimental work, eight two-ton gas-fired melting pots,
one seven-ton melting pot, a tilting crucible furnace for high temperatures, and more than a dozen
other furnaces of different patterns and dimensions around the perimeter, the offices being one storey
up, directly over the pots.
The policy began of providing customers with a free and frank technical service, a policy which was
something of a rarity in those days, when a supplier rarely evinced much interest in his products once
they had left his works.
John Fry had an enviable ability of finding and encouraging young men to work. In the first handful
of recruits were P M Parish and G W Gibson, who over 30 years later became chairman and managing
director respectively. In the office was John Fry himself, chief office manager, secretary and cashier;
buyer of (scrap) tin, lead, ‘Star’ antimony (from Cookson), and ingot tin; traveller, salesman, mixer of
metals, etc. W Leslie Sarjeant (still in his teens, and a distant relative by marriage of John Fry’s elder
brother) straight from Felsted School, Essex, was the assistant, with a typewriter which he was still
learning to use. A lively little cricketer, likeable and friendly, he died during the run of the Printing
Exhibition in 1929, aged about 34.
In the foundry were Sydney Chambers and Ted Moss, two untrained local youths both in their teens,
and Roger Bowbrick joined them a few months later. C S Rowden joined them in 1916, and Mrs A M
Hallett in 1918.
John Fry had five brothers, but unfortunately none was able to join him in his interesting adventure,
though most helped Fry’s Metal Foundry progress in one way or another. In the early days, architect
Reginald Cuthbert Fry, who resided at a boarding house in Eastbourne, planned and guided the erection
of larger premises, built at the end of the 1914-1918 war on the opposite side of Holland Street, and
he was always ready with advice on architectural, building and practical matters until his early death
in 1935. Engineer Sydney Norman Fry, (the founder and proprietor of Fry’s Motor Works and agent
No. 25 Holland Street, Blackfriars
for acids) was their first engineer
and he introduced the valves for
the bottom-pouring melting pots.
Sydney resided with his mother
at the Old Ship Hotel in Brighton.
After an early difficulty, under his
guidance these valves were gradually
installed in melting pots in all the
foundries, as they acquired them,
making a significant improvement.
Edgar Vivien Fry, then managing
director of Kemball, Bishop & Co.,
chemical manufacturers, gave them
useful and profitable orders for
metal ‘eggs’ (large containers used in the manufacture of tartaric and citric acids), and Wilfred Thomas
Fry (income tax accountant), the youngest brother, advised and helped on income tax and financial
matters, a business which he had inherited from the eldest brother, T Hallett Fry.
So, almost unknown in the industry he had chosen, in July 1912 John took down the shutters and
started off, with little money, a few tons of lead, tin and antimony, and no actual orders, but his plant
was handily situated in Blackfriars, not far from Fleet Street, then the home of the English newspaper
industry. Only one order was even promised to him, by his godfather, Horace Cox, who was then the
proprietor and editor of Field and Queen, of Breams Buildings, EC, a school friend of his father’s. Later,
he had to fight to retain even that order. The first accounts of Fry’s Metal Foundry, for the six months
to 31 December 1912 show a capital of a mere £3,000, and the turnover for the first six months of
business came to the princely sum of £2,397 16s 3d. The wages entry conjures up visions of sweated
labour, as the total bill for six months was only £42 17s 10d. The total plant and machinery cost
amounted to £402 18s 8½d. Profit was £23 17s 0d.
They were indeed venturing into the unknown, and economy was essential if they were not to founder
on the rocks in less than twelve months. Generosity was impracticable, as everything had to be acquired
and paid for, and all out of their limited capital of only £3,000 borrowed from his father.
Manufacture of printing metals
John Fry soon realised that with Hallett & Fry’s 200 tons per annum he had only been touching the
fringe of possibilities in the printing and newspaper world. Stereotype was already in use, invented in
1750-51 by William Ged, a goldsmith from Edinburgh, using a plaster of Paris mould, later superseded
by papier mâché. Stereotype was a fixed type
in the form of a plate, upon the surface of
which was a cast of a reproduction of the
faces of all the type which had been set up by
the compositor, together with any pictorial
matter which was to be printed. Linotype,
Monotype and other typesetting and type
casting machines had only recently arrived
in most newspaper works.
The actual manufacture of printing metals was
still in its infancy. In addition, the newspaper
industry was badly served by several second-
rate metal firms, and none of these, John Fry
and Mr Mundey were sure, understood the
Early team members at Holland Street
The Daily Telegraph Linotype machines running Fryotype
science of metallurgy and the best
methods of mixing alloys, or the
correct percentages which were
necessary for the comparatively
new machines. At the bookstall on
Charing Cross Station the young
salesman was intrigued by Mr Fry’s
constantly asking him to procure
a copy of every daily newspaper in
the British Isles. He enquired why
he wanted them, and when he told
him he wanted to learn the names
and addresses of all the proprietors
and printers, he suggested he should
buy a copy of Willing’s Press Guide,
which he promptly did. Fry’s Metal
Foundry was already another important step on the way, and that young man could never know how helpful
his suggestion proved to be. Willing’s Press Guide gave John Fry much useful information, and ideas too. It
became the basis of their valuable records department. Later Kelly’s Directory of Printers and the Post Office
Directory of Trades were regularly used by ‘Records’ and for their advertising campaigns, with excellent results.
John Fry, who came from a family of antimony refiners, realised that there was ample scope for the
manufacture of printing metals (alloys of tin, antimony and lead) using sound metallurgical principles
coupled with a deep knowledge of the requirements of the printing industry. His venture became a
success and the blue horse-drawn carts of Fry’s Metals soon became a familiar sight on Blackfriars
Bridge as they hauled their loads of metal ingots to Fleet Street newspapers, printers and foundries on
the other side of the Thames, and returning with scrap type for refining back at the works.
During the first years, Mr Mundey used to come from Woolwich Arsenal on Friday evenings to see
how things were progressing, and it must be borne in mind that in those days they had no knowledge
about the removal of impurities from the type metal, such as copper, zinc, etc. There was no laboratory
at the start and the method was to take two samples very carefully which were then sent to Montague
Brothers, who generally let them have the results the following day. As time went on, they were getting
many more orders and had more lads in the foundry, who were very useful in delivering metal to
the city by hand truck. The system was five cwt. for one boy, ten cwt. for two boys, and for larger lots
they sometimes hired a horse van. On several occasions John Fry drove his brother’s horse and van to
deliver metal and collect dross himself.
Fry’s had a fleet of three horse-drawn vehicles, one
lorry and a tricycle, but they gradually hired attractive
blue delivery vans and white and grey horses from E
Wells & Son, of Rotherhithe. Motor cars were gradually
arriving on the streets, but horse and van were more
economical. Their carmen wore smart blue uniforms,
first one driver, then two, gradually half a dozen or more
– smart-looking men – and as the years progressed,
they began to be noticed in Fleet Street, and generally
in the land of printing. The carmen were representatives
of the firm and took pride in their vans, and particularly
in their horses, which competed in the annual Cart
Horse Parade and regularly won prizes. Around 300,000
horses were on the streets of London in the early part of
Advertising in the early days
Holland Street horse-drawn delivery
the twentieth century, and the Cart Horse
Parade, an initiative to encourage owners
to take better care of their horses, was
established in 1885. The first parade was
in Battersea Park and took place on Whit
Monday. A second annual parade called
‘Van Horse Parade’ started in 1904 on Easter
Monday with the Cart Horse Parade moving
to Regents Park in 1888. The Cart Horse and
Van Horse Parades merged to be one single
annual parade in 1966. The parades still take
place today but alas no longer in London.
As even the horses could not work 24 hours a day, the company acquired a neat little hand truck, and
promised and made prompt delivery, by pulling all the ingots by hand through the streets. On urgent
occasions, one or two of their enthusiastic office staff were known to lend a helping hand with delivery
by aiding as second or third assistant, pulling this heavy load up the somewhat steep slope from
Blackfriars Bridge towards Fleet Street and the neighbourhood, where the printers, Fry’s customers,
dwelt in considerable numbers, and were waiting for their metal.
The same carmen stayed with Fry’s to drive the motor vans, first small two-ton vans, gradually
progressing to 5-10 tonners. Fry’s Metals were proud of their delivery fleet, and so were the drivers.
An attractive advertisement! It is worth mentioning at this point that from 1946 until his retirement in
1984, Fry’s driver Dick Roberts drove a total of 840,000 miles delivering for the business.
Meanwhile, office furniture, filing cabinets, carpets, etc. were arriving at the Holland Street premises
and careful thought and attention were given to such things as notepaper design, whose quality and style
were to be the best they could afford, so as to try and attract attention and to be an early advertisement
for them. As the company was unknown, such trivial matters were important to John Fry and he
knew that there had to be intelligent and attractive advertising. (Hallett & Fry had been altogether
too dignified, and maybe complacent, to seek business and never advertised.) Fry’s Metal Foundry
set out on an entirely different plan and everything was done modestly to attract attention. Gradually
John Fry made himself known to editors and proprietors of all the printing trade journals through his
personal contact and later friendships with Harry Whetton, editor of British Printer, William Liberty
Field (father of ‘Billy’ Field, of Hoe’s Printing Presses), the editor of Printers’ Register, and Charles
Baker, editor and proprietor of Newspaper Owner, subsequently Newspaper World. It was he, a kindly
old gentleman, who suggested to Mr Fry that they should coin and use the word ‘Fryotype’, which they
promptly did, with considerable advantage. Stonehill & Gillis, proprietors of British & Colonial Printer
& Stationer, also became good friends and were very helpful and encouraging in those early years.
Holding, as they did, a comparatively small proportion of the increasing printing metal trade, they
quickly realised that there were considerable opportunities for development within the more important
world of newspapers in the Fleet Street area, and also with the provincial dailies, by acquiring and
introducing to the trade more chemical and metallurgical knowledge of alloys and the recovery of
oxides, as well as general technical skill and knowledge of printing requirements.
Technical and commercial progress
John Fry was sometimes asked why Fry’s Metal Foundry made such rapid progress. It was a difficult
question for him to answer, but he would say: largely concentration, perseverance and luck (perhaps
90-95%, with just a sprinkling of ‘the indefinable’, say 1%). John Fry liked to quote Julius Caesar
with ‘There is a tide in the affairs of men which, taken at the flood, leads on to fortune’. The position
(Holland Street), paying promptly, turning over their capital rapidly many times a year, the records
department and expert technical representatives, reasonable prices for ‘Fryotype’, quality, reliability,
Delivering ‘Fryotype’ printing metal from Holland Street to the print
industry. The Epp’s Cocoa Powder sign still evident on the building wall.
and the knowledge and use of eutectics, were all a good recipe for their success. Recovering of dross,
exporting, and a research department, undoubtedly helped them to establish and enhance their
growing reputation in the field of printing metals and white metals.
The trade realised they were experts and not just rough and ready metal mixers, such as had formerly
served them. Until Mr Fry commenced in the business, little was known of the properties of printing
metals, although approximate compositions for the metals required for the different machines
had become established by custom and use. Mr Fry saw the need for a scientific approach from the
metallurgical angle, and he formulated the policy of studying the requirements of the trade, which was
followed ever afterwards. He and his staff investigated the physical properties of the alloys needed for
the different types of composing machines in stereo plants, the effect of the properties of tin, antimony
and lead in the metals, the harm which certain impurities could cause in working conditions, and the
way the metal flowed through the machines. Whilst the machines that cast the characters so quickly to
an accuracy of one thousandth of an inch were real miracles of production, their output would not have
been possible without the actual print metal. The information was passed on to the trade by lectures
(particularly by Mr Mundey), by articles in trade journals, and through the representatives and sales
staff. In 1936 the first edition of their book Printing Metals was produced, and this was accepted as the
standard work on the subject within the industry. It should be added that all the characters produced on
these machines were subsequently re-melted and the metal used again and again.
In 1914, much as in the days of Hallett & Fry, life wasn’t too easy in the foundry, as the hours were very
long – 6 a.m. until 6 p.m. weekdays and 6 a.m. until 1 p.m. on Saturday, but after a while they changed
to a 7 a.m. start. It was a whole day’s work to pour one pot, as each round was poured at a specified
temperature and, as the pots were coke-fired, that often proved awkward. The method of pouring was to
fill one round of moulds and then, when they were set, to put more moulds on top and carry on like that
until the pot was empty, which took four rounds, with the pot being stirred the whole time. Each ingot
was then trimmed at the ends with a hammer and carried to the scale, which could only weigh ten cwt.,
and then the finished batch was numbered and stacked in a cupboard. All this was done by hand as, at
that time, they had nothing on wheels to help them. After a while, they had a four-wheeled truck and a
couple of sack barrows, and this made work much easier. The pots were built high to enable the pourer to
take the four rounds of moulds and they had a long spout with the valve setting in the bottom of the pot.
The firm was very particular with packaging and, if ingots were sent in sacks, they were first carefully
laid in a new sack and then sewn up with the label attached. If a cask was needed, it was stencilled ‘Fry’s
London’ on one end and a label on the other. The antimony used to come from Cookson’s, one ton at a
time, and the tin, which they had in five-cwt. lots, was collected by truck from the wharf by Southwark
Bridge. For the five-ton order from Amalgamated Press in Lavington Street close by, they started very
early in the morning and delivered it with a borrowed truck and their own truck, and stacked it on the
pavement, so by the time their customer started work, the whole five tons was there waiting.
Once Roger Bowbrick married in September 1913, he and his wife, Violet, lived on the premises at 25
Holland Street, so that each evening at 9 p.m. he could go downstairs to the furnace room and bank
up the fires ready for the next day and also keep a watchful eye on the furnace, to make sure it was
working. He performed this task for many years every evening before a working day.
The Printing Exhibition, held in June/July 1914 at the Royal Agricultural Hall, Islington, and later at
Olympia, was excellent publicity and a considerable help to Fry’s development. Fry’s had a small stand
by the gangway, and the only other printing metal firm exhibiting was T G & J Jubb, who had quite a
large stand in the centre of the hall. The Fry stand was tastefully furnished in the ‘Fryotype’ colours of
blue and silver, with ample space to welcome and entertain visitors. Added attractions were a section
of a laboratory in action, with a mock-up of a working foundry unit and the respective assistants busy
interviewing their customers. There was a series of these printing exhibitions every four years, and of
course other exhibitions too. Things were progressing well and by 1916 John Fry and his wife Nancy took
up residence at 9 Victoria Street, Westminster (by 1951 their address was 10 Albion Gate, Hyde Park).
Holland Street casting shop,
c.1914
Holland Street casting shop,
c.1920
The Leads Department, c.1918, showing rolling
and casting machine.
Holland Street Store, c.1920
CHAPTER 5
The First World War
World War One changed the direction of production to bullet metal to help the war effort. During the
early days of the War, Fry’s rented, at a very reasonable rate, an empty shop on the north side of Fleet
Street between Chancery Lane and Fetter Lane to display their goods. As they had been in existence
for only a little over two years, the First World War hit Fry’s quite hard. The government imposed an
excess profits duty of 50% rising to 80% by 1917, to be levied on profits in excess of pre-war standards.
They hadn’t yet fully established themselves, and had only just succeeded in reaching three figures
of profit, in 1912-13 of around £250, but they were paying their way, learning at the same time and
making progress. There were the inevitable wartime ‘controls’ to harass them, and office staff P M
Parish, V C Woodroffe, P J Ross, J W Peters, G H Marks, P W Sleigh, F Mitchell, M J O’Riordan, S O
Johnson, S C Davidson, G V Maddams and W Moneta, and many of the foundry staff too, left to join
the war.
All this was a real blow
to such a young firm and
hardly the promising start
they wanted. But even
though they could not
earn profits, they learned
to develop and to handle
considerable quantities of
metals, to increase output
and cover a wider field.
The government badly
needed output, and large
orders were thrust upon
them at a fast pace. As
manufacture of shrapnel
bullets increased, chiefly
for Walker Parker (who
became part of Associated
Lead Manufacturers and
subsequently the Cookson
Group), two more two-
ton pots were put in on
the ground floor of No.30
and were kept very busy. A
few additions were made
in the office. After a little
while, Lane Brothers of
Rotherhithe came along
with a machine for making
shrapnel bullets. This
should have made about
500 bullets at each charge,
but it was full of snags. The
moulds were inefficient and were not producing good castings, and as a result output was slow and
costly. They soon returned to the production of bullet metal, which reached heavy tonnages. Fry’s
Metals may not have been making large profits, but the war did, if nothing else, enable them to think
Roll of Honour of staff members who served in the First World War
big. Large deliveries were required, and Fry’s had to provide them. Large stocks, and overdue payments,
were left on their hands for considerable periods of time, which was difficult to cope with. In normal
times payment in advance was necessary, which with small capital of course limited progress, but in
wartime this position was reversed.
The sales of melting pots soon reached 1,000 and they introduced dross containers, a considerable
improvement on the sacks, which were very unhygenic and inefficient. ‘Fryotype’ thermometers for
testing the temperature of molten metal had also been sold in large numbers.
They were working night and day at full capacity and at the same time bombs were falling. The government
also requested all newspapers and printers to surrender as much type metal as possible, and with a small
staff continually depleted by the demands of army and navy they were kept extremely busy. On one
occasion a Zeppelin caused considerable damage in Holland Street, and several girls in a neighbouring
tea factory, less than a hundred yards away from Fry’s, lost their lives. To add to the hardship, on several
occasions the Thames overflowed its banks and swept downhill towards the Holland Street foundry and
they only just managed to escape disaster with the help of the erection of tide boards.
As if things weren’t hard enough in those war years, with a number of staff members serving in the
war, Fry’s had a very disturbing time during the great influenza epidemic of 1918-19. They had to
close the foundry at one point as many of the employees were taken very ill, including one foundry
man who died. The heavy snow at that time didn’t make life any easier.
Publicity map showing location of Fry’s premises in Holland Street
CHAPTER 6
After the First World War
Progress so far had been the result of hard work, with little manufacturing experience except that
of foundry manager Roger Bowbrick, which was somewhat limited, and of course A H Mundey.
Mr Mundey was still employed at Woolwich Arsenal but joined Fry’s Metal Foundry full time after the
First World War. Now there was a surge in trade, better opportunities for men returning from the war
and, as Fry’s was growing, each new member of Fry’s Metal Foundry found a job awaiting him and
he was not taking someone else’s place. Mundey, John Cartland, A W Howe and others were giving a
series of lectures on metallurgy at the London School of Printing and elsewhere. Parties of students
from colleges and schools who visited the works were taken on conducted tours around the foundry
and given lectures. There was tremendous activity – even excitement for the future ahead!
Mr Mundey was without question a good teacher and was able to teach the printing trade through
Fry’s salesmen how best to use printing metals. Mr Mundey delivered a lecture in 1923 to the printers
of Dundee on the subject of metal in the newspaper office. Characters in a romance woven out of
this apparently unpromising material were Tubal-Cain, the first metallurgist, or artificer, on record,
who was chronicled in the book of Genesis as a worker in brass and iron, and a biblical beauty who
pencilled her eyebrows with antimony sulphide. The first type, according to Mr Mundey, was carved
out of birchwood twigs about 600 years ago. Schoolmasters in England had found another use for
the birch twigs, and so the alchemists had to scout around for a substitute and something better and
so they came to lead. Obviously one of the first physical properties of a metal that an alchemist who
was assisting a printer had to make sure about was its ready fusibility. He cast lead into a mould and
got a type easily bent and easily distorted, then looked around to find something to harden it. There
were several other metals known in those days, including antimony and tin. He must have added tin
first and found he had made an alloy. Then he added antimony and found the result was hard, and
thus metal type was instituted. Lead was already known to the ancients, for if we looked at our Bibles,
we would find in Numbers that some of the spoils of the Midianites consisted of lead. Tin was also
known before history recorded it. The British Isles were the great source of tin to the ancients, and the
Phoenicians were said to have come from the Mediterranean in their high-prowed boats to get British
tin from the Scilly Isles and Cornwall.
Fry’s employed printers as travellers who could talk to the customers in their own language, and Mr
Mundey taught these men enough to help the printer to use his metal more efficiently and to a higher
standard. Another feature of the business was what they called ‘reviving metals’ which enabled the
printer to bring back into condition any metals that had ceased to work as they should. These reviving
metals were sold in sticks of about 3lbs each in weight and were distinguished by different brand
names. For Linotype there was a reviver called Frilo, for Monotype, Fromo and for the Typograph
there was Frypo.
Much of the strong competition in the early days came from the likes of T G & J Jubb Ltd of Leeds,
J Holland & Co. Old Kent Road, M Harrison & Sons, Old Kent Road, Hallett & Son, Rotherhithe,
Morris Ashby Ltd (contract with the Monotype Corporation), Wilson & Jubb Ltd, Leeds, Lavin
& Webb (contract with the Linotype Co.), Cookson & Co. Newcastle, manufacturers of ‘C’ brand
antimony, Capper Pass & Sons Ltd, Bristol, Locke, Lancaster & Co. Ltd, Millwall, A Roddick etc. Apart
from the likes of A Roddick, who was drinking heavily, they were mainly scrap metal merchants who
tried to do a bit of type metal business. Jubb’s in Leeds were handicapped by their distance from the
south, and Cookson’s always had only the local trade on the north-east coast. As John Fry said: ‘We
did the job pretty well as far as quality and delivery was concerned, but it was thought that the biggest
factor was the Fryotype service.’
Fry’s Metals faced a turbulent political outlook which was by no means clear, but what they had was
plenty of faith, ideas, ideals and pent-up energy. With the arrival and growth of the car industry, the
manufacture of accumulator batteries was increasing rapidly, and with it the use of antimonial lead.
This all helped in widening the field open to Fry’s, including the by-products, such as the oxides of
these metals (or dross, as it was called in the industry). The correct treatment of this material was little
understood, and quantities were increasing rapidly. Here was an opportunity and John Fry always
knew it.
After the Great War, the activities of the company were broadened to include the manufacture of
anti-friction bearing metals, solders and fluxes, and an entry was made into the field of diecasting. In
the early days the diecasting industry was producing mainly pram hub caps and gramophone sound
boxes, in the then poor-quality zinc alloy. At the 1924 Wembley Exhibition Fry’s had a modest exhibit
with a showcase of diecastings, with small mascots distributed from an Oriental stand that had been
arranged in the diecasting department for a London customer.
A new foundry in Charlton, south of Woolwich, was opened which was rather run down in respect of
the interior. It had previously been used as an iron foundry, and most of the roof was missing, having
been blown off by the big explosion across the river at Silvertown, East London, in 1917. There was
no running water, only a well and a Cupola furnace that had been used for iron, with no water jacket,
but they had a new gas engine installed to power the fans. Dross was sent with one man from Holland
Street, and, with an old chap who had worked at this particular place before, Roger Bowbrick started
up the furnace. It got going alright but after a few hours came trouble. At first, he could not keep the
tuyeres clear of slag and the bearing ran hot, and to cap it all, the furnace started to fume badly. They
soon had people from the neighbouring houses on their case and, after many threats, they demanded
that the furnace was shut down. Roger Bowbrick had to open the bottom valve and let the metal and
slag run on to the earth floor and they were kept busy all night clearing up the mess. A little time
afterwards, they collected their tools, dross, metal, etc. and returned to Holland Street, and that was
the finish of the Charlton foundry.
Back in Holland Street they were still very busy, as John Fry had purchased a site at No. 42 Holland
Street that had been used by a firm of van builders and he was having a new foundry and offices built
there. In 1919 the new block was completed and officially opened by Mrs Fry. It was a great step
forward and for the first time there was a laboratory. The offices were set out for all the staff, with the
exception of the cashier’s department, which stayed at No. 25. The foundry was very well equipped
and had four two-ton pots, two five-ton, one one-ton and one ten-hundredweight (half-ton) solder pot
and a large gas tilter. Fry’s had expanded a lot since 1914 and did a lot of refining for customers at their
own works. At the Daily Telegraph they had a two-ton pot, and two Fry’s men went there twice a week
to clean and ingot their Linotype metal for them, which continued for several years until the Daily
Telegraph did it themselves. Fry’s were now supplying metal to several London newspapers including
the very first order from the Daily Mail. New moulds were cast to hold 56lb [half-cwt], as that was
what their rivals Jubb’s were using.
The making of batches and the
methods of removing impurities
such as zinc, copper and arsenic had
been greatly improved and metals
could now be ‘mixed together’ in
any proportions. Many of them
could also be separated, chiefly by
means of heat control. Gradually
Fry’s were becoming well known for
their manufacture of solders, which
had increased in the capable hands
of C W Hart and his colleagues in
the laboratory and works, along with
Holland Street laboratory c.1919
their growing array of salesman. Large Russian orders for tin-rich alloys were received and financed
by the bank, which were very welcome. In due course further development and introduction of other
alloys belonging to the same metallurgical group, tin, antimony, lead and copper, were made, e.g.
antifriction bearing metals, and antimonial lead, too, was steadily increasing in output.
A little while after completing a large and difficult Russian order, there was very serious trouble at No.
27 Holland Street. They were trying to make the last lot, which held high tin, copper etc., from the
liquating furnace into some usable form. The metal was heated to a high temperature in a two-ton
pot and aluminium was stirred into it. The resulting dross was dried using zinc chloride and removed
before the remaining metal was poured. This was a very hot and nasty job and each evening Roger
Bowbrick took towels, etc., to the men to keep them happy, and was glad when the whole parcel had
been treated. There now remained the villain of the piece, namely the dross. This was in a heap and
in bins in the foundry ready for bagging and there were four men on night shift work to complete the
job. On the first night (Monday) they had to stop, as there was a storm and the men were working
under a glass roof, which leaked rather badly, and they sat around on the bags they had already filled.
They thought everything was OK, but among the four men on the job was one who had started that
evening and, during the following day, news reached Roger Bowbrick that the new chap would not
be coming in that evening, as he had been taken ill and had called in a doctor. Then he heard that
Driscoll, another company employee, was also bad, and his wife had taken him to St Thomas’s Hospital
where he had been admitted. This caused quite an upset and the next news was that the new man had
died on his way to Guy’s Hospital (Wednesday) and that Driscoll in St Thomas’s was very ill, and the
doctors there could not diagnose his complaint. Guy’s held a post-mortem and passed the information
on to St Thomas’s that the cause of death was arsenical hydrogen poisoning caused by reaction of the
dross with water. They were able to treat Driscoll there, but in the process extracted all of his teeth. He
was away for two to three months before he was fit for work again. A third man on the job, Asplin, was
passed OK, as he did not sit on the damp sacks. This affair caused quite an upset in the firm, and they
had officials from the Home Office at the works investigating the cause, and at the inquest the verdict
of accidental death was returned. The next job was the removal of the cause of the trouble, the dross.
It was arranged by the Borough of Southwark that it could be dumped at their tip in Newington, Kent.
The danger of drosses containing aluminium intermetallics is now widely known and the treatment
of tin/lead alloys with aluminium is therefore much less used. Where it is used, precautions are taken
to avoid the drosses coming into contact with moisture. Later at the Tandem Works special dross bins
were used, and the dross was stored in a specific area with a raised floor. The dross was smelted on site,
together with the bins containing it.
After the war, development of the London end of the business became more and more hampered by
the lack of space at Holland Street. More property was acquired in Holland Street, an old public house
directly opposite No. 42 and two houses opposite No. 25, and then the bottom floor by the yard at No.
30 was cleared and fitted as a tool shop, with the upper floor still being used as the leads department.
About 1921-2 Fry’s started diecasting and the first machine was placed in the foundry at No. 42. It
was a very small affair with a foot pedal, and the first casting made was a small antimonial-lead wheel,
weighing about one pound, for cheap prams. Subsequently the company acquired the rights for a new
type of pressure diecasting machine and this side of the business developed apace, so much so that it
was found desirable to form a separate company to handle it – Fry’s Diecastings Ltd, described later.
Linotype, monotype and stereotype were all excellent propositions for the industry at that time, which
had been served in the past by inexperienced metal supply houses, using crude ‘rule of thumb’ methods.
Service was Fry’s motto: practical, positive assistance to customers, before and after sale, came first.
Fry’s meant to serve them, and win its place in the industry, to offer quick delivery, absolutely reliable
quality, dependability, good knowledgeable travellers, and the ‘Fryotype’ spirit too. John Fry’s friends,
the trade journal editors and proprietors, encouraged Fry’s to offer substantial prizes in competitions
for advertisements of their own products. The publications of Harry Whetton, of the British Printer,
in particular caused a lot of interest and also gave them much free publicity. One early advertisement
went a little astray though, portraying a picture of a black-habited friar standing by a ‘Fryotype’ ingot.
A religious body disliked it and took them to task, resulting in this article being discontinued.
So it was that staff and works alike increased as the business continued to grow more rapidly than John
Fry had thought possible back in 1911-12. With an ever-growing Holland Street staff, regular fire drills
seemed advisable. Instructions to staff as to duties, exits, etc. were posted, and only administrative staff
were aware at what day and hour the first drill was to take place. Mr Parish was to give the alarm by
blowing a whistle from his office window. The time arrived and John Fry sat ready at his desk in the
next room, but nothing happened. He found Mr Parish frantically searching his desk having mislaid
his whistle! It was felt that they must do better than that, and the next notice advised that a hand bell
would be rung from Mr Parish’s window. John Fry was to ring it himself, but when the time came, in
his endeavour to be more efficient than Mr Parish, the bell slipped from his hand and went crashing
through a section of glass foundry roof beneath, which was immediately outside the telephone room.
Instructions to the operator, W C Moneta, were to stay at his post until the last possible moment,
and only those who knew and remembered him would understand and appreciate the humour of his
comments after seeing the bell and broken glass come crashing down in front of him!
Social and charitable activity
John Fry took a strong and practical interest in the trade charities, an example of which was an event
held at the Cannon Street Hotel on 29 December 1919, in aid of the Printers’ Pension Corporation
under the auspices of the Electrotypers and Stereotypers Auxiliary, with Mr John Fry in the chair. It
was supported by many influential members of the printing craft and the treasurer of the Auxiliary
stated that £600 had been realized as the result of Mr Fry’s appeal, a total which beat all previous
records of similar collections by over £200. Of this sum, £100 would be allocated to the orphans of
printers who fell in the Great War, whilst the balance would be utilized to establish a new pension
which would be known as ‘The Electrotypers and Stereotypers (Fryotype) Pension No. 4′. A large
amount of the money raised was collected in the form of dross, a unique scheme instituted by John
Fry. Additional proof of John Fry’s personal interest in the printing trade is afforded by the fact that
he agreed to accept the presidency of the Printing and Allied Trades Charity Sports Association for
1920. John Fry attended every one of the PPC (Printers Pension Corporation) annual festivals from
1918, over forty of them. Fry’s also joined an ex-servicemen’s association, by which they undertook to
employ ex-service and disabled men wherever possible: W C Moneta, J W Peters and M J O’Riordan
rejoined them in 1919 under this scheme.
For many years Fry’s took an interest in Charles Hopton’s Home for Old Southwark People, known as
Hopton’s Almshouses, adjacent to their foundry in the western part of Holland Street (later renamed
as part of Hopton Street). The legacy, which was sufficient when Charles Hopton died and bequeathed
it, became meagre as the years went by. Investments, together with an annual subscription list, to
which local firms, residents and Fry’s staff, including those at branch foundries, contributed, reached
approximately £200 p.a. and were a great help to those old inhabitants, and to the maintenance and
improvement of their homes and the amenities thereof. The fund continued for 29 years, and altogether
Fry’s Metal Foundries collected over £5,000 for those aged neighbours, equivalent in today’s money
to approximately £128,000. The communal space at the Almshouses is still called the John Fry Room.
Fry’s also gave an annual Christmas party to Holland Street children and those of their works employees
and for many years there was a little New Year ceremony in the foundry. Each Holland Street child
was presented with a bright new shilling and they would sing some carols before they left. John Fry
certainly gave back to the community, something he continued to do in later years until he retired.
Sport was very much encouraged among the staff and they had their own sports ground, where
football, cricket, tennis, swimming and darts were enjoyed. John Fry and his wife often attended
football and cricket matches on the sports ground on Saturday afternoons. Fry’s own teams became
well known, and many cups,
shields and medals came their way.
Many years later came numerous
annual golf events, particularly
the ‘John Fry Trophy’, which was
contested from 1954 until 2013.
Fry’s also took part in the Printing
and Allied Trades football team
association, eventually winning
the championship and the cup.
They supported children’s football
too and for many years sponsored
a Mitcham Little League team
called the ‘Fry Blue Jays’ which in 1983 changed their strip, and their name to ‘Fry’s Rangers’, with
games being played at Rock Terrace on the Phipps Bridge Estate. Fry’s also joined the Printers’ Cricket
Association and won the cup in that too. John Fry always took a great personal interest in all activities
and was even President of the Tandem Amateur Dramatic Society.
Over the years John Fry had the privilege of being Honorary Treasurer of the Institute of Metals for
sixteen years, President of the Printing & Allied Trades Charity Sports Association, President of the
Caxton Convalescent Home, Limpsfield, for seven years, and President of the Drummond Printers
Pension Corporation for seven years, among others. The company also started to enjoy New Year
dinners for staff only, which also became a regular affair, often at some very swanky establishments
such as the Florence Restaurant (Arabian Hall) in Rupert Street, Piccadilly, in 1920.
As one of the trappings of his early success, John Fry purchased a two-seater Blériot-Whippet car, a
British four-wheeled cyclecar made between 1920 and 1927, in which Mrs Fry (by that time freed of
accountancy) often came to collect Mr Fry, sitting up very proudly. Subsequently an impressive Fiat
was acquired and the Blériot was passed on to the company secretary, Peter Parish. While Mr & Mrs
Fry were abroad, Peter Parish had it beautifully renovated in silver grey upholstery. On the day of Mr
& Mrs Fry’s return, Mr Parish, wishing to display the newly refurbished car, came swinging out of the
yard and crashed into the Frys’ beautiful new Fiat – he kept a low profile for a while after that.
During 1920-1930 there was lots of progress and change. Fry’s opened an iron foundry at Hillside,
in Kingsbury, north London, joined with Jubb’s of Leeds, and also opened a foundry in Scotland and
now had two representatives, Mr Asher and Mr Young, for Scotland and Midlands and the North
respectively. Later, when Fry’s joined Eyre Smelting Co., they started to receive type metal in one-cwt.
blocks, and all their collated dross was dealt with at the Tandem Works.
Move to the Tandem Works
John Fry first came into contact with the Eyre Smelting Co. Ltd through a visit which Eyre Francis Ievers
paid to Holland Street in 1923. In 1925 Fry’s Metal Foundry became a limited liability company under
the name of Fry’s Metal Foundries Ltd, and shortly afterwards Mr Ievers and W H Lawrence joined
the Fry’s Board. In October 1917 the Eyre Smelting Co. Ltd began making munitions at Tonbridge
and occupied itself at Merton with the production of tin alloy, antimonial lead and some government
orders for bearing metals. The Tonbridge Works was then sold in 1918 and all the work transferred
to the Tandem Works. Later on, the two firms of Fry’s Metals and Eyre Smelting amalgamated, and
gradually, from 1926 until 1930, Fry’s transferred completely to the Tandem Works, Christchurch
Road, and closed their works at Holland Street, Blackfriars.
Covering some five acres in a south-western district of London, the Tandem Works had its own railway
siding, which provided good facilities for the handling and despatch of goods to all parts of the world.
All goods were manhandled, and lorries were loaded by sliding the ingots along the floor for the driver
Fry’s football team 1926 taken during the general strike.
Detail from Ordnance Survey 25in : 1 mile map of 1934 /1935 showing location of The Tandem Works,
reproduced courtesy of Surrey History Centre
to stack. Eyre Smelting boasted two steam wagons, and if you saw a patch of steam travelling along the
road, it would be one of the wagons battling its way at perhaps five m.p.h.
Built at the start of the 20th century for the English branch of the Tandem Smelting Syndicate, the
buildings were notable for their solid construction and spacious size, which had a favourable effect
upon working conditions and thus on the quality of the metal produced. Aside from the size of the
Tandem Works, the most striking features were the large chimney stacks which formed a landmark
for aircraft flying on continental and internal routes. It was rumoured that in wartime the German
aircraft had used the triangle formed by the three chimney stacks as the direct route to the heart of
London, taking one chimney as the apex and the other two as the arms of the arrow. No doubt this
rumour arose from the fact that the site had been developed, or at one stage owned, by a German
company.
There was always plenty of spare ground when Fry’s first arrived at Merton, with the whole site that was
later to be occupied by Fry’s Diecastings being allotments, gardens and grassland. At Merton, nothing
much had been prepared for Mr Bowbrick. He had to leave Holland Street at 6.15 a.m. in order to start
the men at the Tandem Works at 7 a.m. He was provided with no office in which to prepare the batch
books nor anywhere to make out the batches, and for quite a long time his desk consisted of a piece
of board nailed to a cask. Fry’s Metals were not made very welcome at the Tandem Works and did not
get much assistance from the Eyre Smelting workforce, and there were many words exchanged before
things eventually smoothed out. For about eighteen months they carried on making printing metal
at the Tandem Works and sending it to Holland Street for delivery from there, until all the staff had
finally transferred to the Tandem Works.
To house the staff, a new addition was built
over the old laboratory and a new office
was built in the stores. At the Tandem
Works, deliveries started to be made using
motor lorries. The horses were finished
with after over twenty years and were
returned to the contractor, Messrs E Wells
& Sons. Business gradually expanded at
Merton, and the printing leads department
and furniture were moved from Holland
Street and installed in the same room
as their pots. They were, to say the least,
fairly crowded, all in one room.
The laboratory at the ‘Tandem Smelting Syndicate’ was started in 1907 with a staff of one. Fry’s
laboratory in Holland Street was set up in 1919, also with a staff of one. In 1928 came the first outward
and visible signs of the merging of
Fry’s and Eyre Smelting, namely
the transfer to the Tandem Works
of part of Fry’s foundry and the
whole of the laboratory with a
staff that became three in number.
The senior chemist for Eyre was
Dink Smith, who used to boil his
lunchtime egg and brew his tea in
beakers on a hotplate alongside all
sorts of bubbling witch-brews and
it was a wonder he wasn’t poisoned
many a time. An extension had
Aerial view of Eyre Smelting Co., Tandem Works, looking towards
Colliers Wood
Fry’s Tandem Staff. John Fry seated front centre. c.1931
been built on to the existing Eyre Smelting laboratory to accommodate the intruders, and the total of
the combined staff eventually became nine. Not all the employees were as loyal and dedicated as the
management would have liked, and with metal fetching an attractive sum, the temptation proved too
much for some. Behind the foundry a derelict area, which Fry’s Diecastings later occupied, was used
as an allotment by the firm’s employees. The access door from the works was open during the day
but closed at night, when the gate to the outside world was open. One potman acquired the habit of
‘planting’ tin ingots during his midday break and disinterring them at his leisure in the evening!
Early interest in the business of Fry’s Metals by outside companies included Leopold Lazarus & Son,
members of the London Metal Exchange, who wished to acquire an interest in Fry’s Metals Foundry,
but Fry’s resisted and managed to maintain its independence. Mr Parish and John Fry were invited to
visit Germany – Halle – with a view to their inspection of and possible connection with the large white-
metal smelting works in that town. They soon learned that at that stage of their development they were
not yet ready nor equipped to undertake such a large technical project. At the Tandem Works, trade
unions had approached the company, and a happy relationship which had existed between employer
and employee was diminished. In future the arrangements and discussions were to be with trade
union officials and not directly with their own men, who were friends.
The difficult 1930s
During the early 1930s John Fry was not on very sure ground. It was a challenge. About this time
J Stone & Co. Ltd acquired a 45% interest in Fry’s Metal Foundry, with John Fry retaining the balance
of 55%. John Fry was summoned before Sir Frederick Preston, the chairman, Sir John Prestige and
the distinguished board of J Stone & Co. Ltd, to assure them that printing metal would endure and
would not be undermined and ousted by photographic and/or other methods of producing prints and
pictures. J Stone & Co. was a British marine and railway engineering company established since 1831
in Deptford (and later Charlton) in south-east London, noted for manufacture of nails and rivets,
Lloyds watertight doors, bronze propellers for ships, iron manhole covers, pumps and railway carriage
electric lighting and air conditioning systems. The non-ferrous foundry moved to Charlton in 1917
and became J Stone & Co. Charlton Ltd in 1951. It produced 22,000 propellers for the Royal Navy
during WW II plus propellers and water-tight doors for RMS Queen Mary, RMS Queen Elizabeth and
Royal Yacht Britannia. After a few short years J Stone & Co. got cold feet and sold their share back
to John Fry during the depression years of 1929-33 at a small loss to themselves. J Stone & Co. were
expecting financial success rather too quickly during this particularly difficult period, when they too
had one or two lean years, though never a loss. Many, if not most, firms found trading very difficult
during that period.
1936 saw Fry’s first Printing Metals booklet,
which was very successful and was distributed
free to all technical schools and colleges, and
printers, too, and was considered as a standard
work. Later, the White Metal booklet appeared,
and many leaflets were distributed throughout
the industry. In 1963, George Marshall’s book
An Introduction to Science for Printers was
published by William Heinemann Ltd. The
solder department, originally from Blackfriars,
became a separate unit at the Tandem Works
in 1934. Soldering flux manufacture was
introduced in 1935, and a separate factory
for fluxes was established in 1936, as was the
research department.
CHAPTER 7
Fry’s Diecastings Ltd
By 1932 it was decided that the diecasting side of Fry’s should be separated from Fry’s Metal Foundries. In
1933 Fry’s Diecastings Ltd was formed and opened an adjoining factory in what was then named Prince’s
Road, soon to become Prince George’s Road, where they produced diecastings in zinc, aluminium and
magnesium alloys. Many diecasting companies owed their existence to the manufacture of lead alloy for
the printing industry and Fry’s was no exception, as the metal was diecast in the printing machines to
form lines of type. Early in the 20th century Fry’s Metal Foundries were supplying type metals and got the
idea that, if type could be diecast, other metals could be cast in the same way, and display cabinets of the
early diecastings were exhibited in attractive showcases on many railway stations, such as Charing Cross,
Coventry and Wolverhampton.
Low melting-point alloys such as those of tin and lead were used for covers and grids for gas meters, and
were all diecast. Zinc alloys proved suitable for making gramophone components and perambulator wheel
caps. Many other diecastings were made in the old foundry at 25/32 Holland Street, Blackfriars, under the
management of Crellyn Bissett, with Jimmy Everett and Bill Snutch getting orders for diecastings as well as
for the solder and white metals which Fry’s supplied.
Fry’s Diecastings Ltd was formed as a separate company in the first place because of the boom in
gramophones. In those days gramophones contained a zinc diecast sound box and tone arm. There was
no British Standard for zinc alloy, but there was a good proportion of zinc in the alloy used, and it was
made by Fry’s Diecastings from scrap zinc and a few other ingredients. In the early 1930s Fry’s and many
other diecasting companies all over the world suffered a serious calamity. Up until this time tin and lead
diecastings had been produced in the same foundries as those which made zinc diecastings. Then some
new zinc/aluminium ‘Mazak’ alloys were introduced to the market and it was not at first realised they
were susceptible to contamination by tin and lead, and after a short time the castings began to erode and
often disintegrate. The gramophone and other industries that used ‘Mazak’ alloys suffered badly from the
disaster, and diecastings in zinc were condemned as unreliable. It was soon discovered that the use of ‘super
pure’ zinc and the elimination of all the tin and lead from the zinc foundries overcame the problem but it
took many years to get back the confidence of the customers.
Diecastings in those days were made by pull-bar machines relying on strenuous manual effort to force the
metal into the die, but in 1927 a landmark in history came when a Czech inventor, Josef Polak, approached
John Fry about his patent for a new machine in which the metal was injected by hydraulic pressure. Fry’s
purchased the British Empire rights to the patent and started to make the Polak machine. Mr Frantiček
Pechal, a brilliant Czech engineer, joined the company with his invaluable technical knowledge and became
supervisor of the diecasting operation. The Polak machine had been invented to diecast brass but it was
soon realised that it was admirable for making sound zinc/aluminium alloy diecastings. Though newer
types of machines eventually replaced all the Polaks, they were features of the Fry’s foundries until the early
1970s. Of these, the Polak 500 diecasting machine plant No. 102, built under licence by Fry’s in 1934 and in
use until 1971, was presented to the Birmingham Museum of Science and Industry in 1976 and is displayed
there.
In the mid 1930s large orders were obtained for the Hotpoint washing machine, including the then
remarkable diecast gear case in zinc weighing about 13 lbs and containing two steel inserts. In the latter
part of 1938 Fry’s Diecastings turned to making millions of mortar bomb tails, grenade fuse holders and
many other parts of military equipment. At the time the Manchester foundry (see Appendix A) was
making gravity-diecast aluminium bronze breech blocks for the Sten gun and other yellow metal parts
for armaments. During the later years of the war Fry’s began making diecastings in magnesium alloys
in conjunction with J Stone Ltd, which led to work for the textile industry and in 1946 Fry’s Diecastings
formed Stone-Fry Magnesium Ltd for the manufacture of pressure die-castings.
In October 1950 Fry’s Diecastings Ltd joined the Goodlass Wall Group (see Appendix B), following Fry’s
Metals who had joined earlier in 1944. One year later Goodlass Wall suggested Fry’s Diecastings opened
a factory in the north-east where they had many interests, including the Associated Lead Manufacturers
plant which produced aluminium alloy as well as lead based materials. The northern works opened in
1957 on the Bede Estate, near Newcastle upon Tyne, making principally aluminium alloy pressure
castings, supplying large concerns in the north-east and Scotland. Until this time the production had been
exclusively on the Polak machine, but research indicated that elsewhere new types of machines were being
developed, including hot chamber machines for aluminium. In 1956 Arthur Street went to the USA to see
what developments were taking place and following that visit Fry’s purchased Schultz machines for zinc
manufacture. Then further visits to the Continent revealed that horizontal machines had many advantages
over the vertical type machines, most importantly that they required less maintenance, so Fry’s began
to purchase Buhler machines, followed later by other types, e.g. Idra from Italy, Wotans from Germany,
Castmasters (designed in USA) from Britain and EMBs from Britain. Then in the early 1980s they ordered
the Italpresse 2,200 tonne which was the largest in the United Kingdom at that time, capable of providing
aluminium diecastings weighing up to 50kg for a variety of markets such as the automotive, domestic
appliance, office equipment, electrical and building sectors. From 1957 until early 1970 several members
of staff visited the USA and Switzerland to gain technical information. This became a regular feature of the
technical education, not only for management, but for supervisors and members of the works.
Certain setbacks were suffered in 1959 and 1960. About two-thirds of production was concentrated on
the Hotpoint Washing Machine diecastings, but a sudden change in Government policies relating to hire
purchase terms caused a disastrous halt in their production. Overnight, orders were cancelled, and they had
less than half the order book to occupy them. This was a financial loss, and speed of recovery was uncertain,
but they heard that one of their major competitors, Sparklets Ltd, was closing down its diecasting division.
Fry’s offered to take it over and arrangements were made. This takeover gave them many new orders and
some of the Sparklets staff joined Fry’s Diecastings. Fry’s learned a great deal from this experience, which
proved invaluable when later they took over the diecasting plant and production from English Electric of
Liverpool. In the early 1960s it was decided to close down the Hillside foundry and the aluminium gravity
diecasting work was transferred to the Midland works. Large contracts for electric iron sole plates in which
a high standard of solidity was required were obtained from Sunbeam Electric. Initially, production did
not progress very well, so a visit to the USA was made which obtained valuable information on improved
methods and techniques for future production.
After the calamities of the early 1960s the company gradually built up orders from a wider field of industry,
not too much in any one industry, with limitations in the motor car industry and also in domestic appliances.
Larger machines were installed which helped compete in a world which demanded high quality, keen prices
and reliable production. Automation was developed at first with zinc alloy and then with aluminium. Until
1975, record player turntables for the prestige end of the record player market were zinc pressure diecastings.
At that time, it was thought desirable to have a heavy zinc component with a thick section on the outside
rim to give stability through inertia. Fry’s Diecastings were greatly involved in large volume production
with UK record deck manufacturers such as BSR Garrard, Magnatex and Leak. In the years 1974-1975
they supplied over 1,000 tons of zinc diecast turntables – the weight of these varied from 2kg to 3.5kg. Fry’s
Diecastings Ltd, which had works situated in Merton (South London), Stourbridge (Worcestershire) and
Jarrow (Tyne and Wear) had over 80 diecasting machines with up to 2,200 tons of locking force.
A setback occurred at Fry’s Diecastings Merton in November 1974, when a fire broke out shortly after
midnight and caused several hundred thousand pounds-worth of damage, with thirteen engines from
seven fire stations being called to the scene as tons of packaging and magnesium went up in flames. The
packaging department was gutted with thousands of zinc, aluminium and magnesium castings destroyed,
and office records were drenched in water.
Fry’s Diecastings Ltd were members of the American Diecasting Institute, the USA Society of Diecasting
Engineers and a small group of international diecasters known as the ‘Advanced Technology Diecasting
Group’ which was an association of eight diecasters, one each from USA, Spain, Italy, West Germany, France
and Denmark and two from the UK. Their objective was to pool knowledge to enable the whole group to
advance its technology in the diecasting process.
CHAPTER 8
The Second World War
A forerunner of the Fry Record
(which started in 1963) was the
Tandem News, first issued by the Eyre
Smelting Company Ltd in January
1939. It was a four-page leaflet
produced every month and sent
to firms engaged in the industries
using the products manufactured
by Eyre Smelting. It gave useful and
interesting information to engineers, buyers and foundrymen in connection with their use of non-
ferrous metals for bearing work, bushings and castings in collieries, steel works, foundries, railway
engine and machine shops, etc. The Tandem News had a symbol of three whirling gnomes, an adaptation
of the Black Forest gnomes used in the handbook and advertising of the Tandem Smelting Syndicate.
In March 1939 National Service was on everyone’s lips, and Fry’s Metals were happy to be able to
contribute their share to the provision of defence for the country and to ensure world peace. Fry’s
Metals had been proud to be associated with work for the second Mauretania. Tandem alloys were used
for many bearings of the electrical equipment including the turbo-generators and electrical motors,
as well as in the diesel engines of the lifeboats carried. (Tandem alloys had been used in the Queen
Mary, and they were later chosen for many bearings on the Queen Elizabeth.) For many years Fry’s had
been on the official approved lists of the Admiralty, War Office and Air Ministry, and were regularly
supplying Tandem white metals for government transport vehicles, tanks, armoured cars and aircraft.
In addition, ARIEL 2.B.8 chill cast phosphor bronze rods were largely used by the RAF, army ordnance
and RASC depots for bushings, as well as by well-known aircraft and aero engine manufacturers. Eyre
Smelting gunmetal and bronze ingots were largely used for pump castings on the new ARP fire pumps.
Having what was probably the best-equipped works in existence for the production of these materials,
having, too, a larger output than any other firm in the country at that time, and above all being keenly
aware of the vital need for prompt delivery, Fry’s Metals were always able to give quick service and
supply the highest grade metals it was possible to produce. For Air Ministry work Fry’s had their own
resident AID (Aerospace Inspection Department) inspectors with power to release materials required
for AID work.
Many employees attended St John Ambulance Brigade classes held at the Tandem Works and much
interest was shown, and useful knowledge gained. In the summer of 1939 the Tandem Works started
to take air raid precautions seriously,
and preparations were speeded up when
war was declared on 3 September. The
office basement was strengthened and
sandbagged to provide the main shelter,
and many other shelters were made
throughout the works. A programme was
laid down for the early descent of the staff
on receipt of a warning, carrying with
them essential ledgers and papers. Air raid
officers gave gas drills, and first aid training
and exercises were also organised. The
Tandem fire brigade and the rescue squad
were brought to a high pitch of efficiency
by their respective leaders and a special
The Tandem News monthly issue
Sandbagging in preparation for war
telephone was manned night and
day to receive advance warning of
impending raids.
After the fall of France and Dunkirk
in 1940, the Germans paused
for breath and then, in July, the
Luftwaffe fired the opening shots in
the Battle of Britain. At lunchtime
on 16 August came the first alert
in office hours; the second, at five
o’clock, oddly enough provided the
narrowest escape of the whole war.
A stick of bombs fell on the line of
Kingston Road and Runnymede
and the works was directly on the
line but was untouched. There were casualties in the houses in Runnymede and a couple of members
of Fry’s staff went there to render first aid. Thereafter alerts increased in frequency: ten in the first
week, seventeen in the second, twenty-three in the third. Alerts sometimes lasted an hour or more
but, after the initial experience, there were not many local incidents in daytime. Mounting irritation
at the time wasted twiddling thumbs in shelters led to the introduction of rooftop spotters. When the
siren sounded, these took up their lookout positions on the flat roof of the office block, ready to give
the alarm at the approach of an enemy plane. The spotters attended a course on aircraft identification
in an upstairs room at a local public house, but thereafter adopted their own system. If a plane had
one engine it was a fighter and therefore one of ours, more than one engine, a bomber and one of
theirs. The staff remained at their posts until the internal alarm was sounded, showing a touching
faith in the competence of the spotters, a faith eventually shattered when the Germans unsportingly
fitted bombs to their single-engine Me109s. The spotters’ log records little daytime activity until 15
September, when ‘dogfight over works’ was recorded in the book, by which time night raids were in
full swing. On 11 September at midnight a bomb, or more likely an AA shell, exploded in the furnace
room, fortunately landing between stacks of metal which largely absorbed the force of the explosion,
causing little damage, except for broken glass in the roof.
The spotters’ log records over 100 alerts in October and then ceases. By this time, office work was
becoming less and less disturbed by enemy action. For the works, however, it was a long time before
there was any respite from the unenviable job of keeping production going in a blacked-out factory
through the nightly raids. Apart from the furnace room shell, the only missiles to fall were incendiaries,
which were promptly dealt with by the Home Guard and the night shift. The log records oil bombs on
the playing fields, bombs on Cavendish Road, on Shirley’s Works and on Stopher’s piggery. A Junkers
88 crashed in Merton, and Corfield’s and Victoria Fencing were burnt out. Others were less fortunate,
and by 19 September several employees and their families, whose homes had been bombed, were
spending the nights in the underground shelter at Fry’s Diecastings. Their numbers grew and soon
there was a large community obtaining nightly peace and companionship.
By May 1940 the German armoured divisions had swept through the Low Countries and France and
their parachutists had created havoc and confusion between the lines, and in that month Anthony
Eden broadcast his call for local defence volunteers. The call rang out over the beaches, through the
streets and in the factories, not least at Fry’s. Some members were already engaged part-time in civil
defence or the fire service, and now fifty or sixty staff from office and works sprang to arms, or, more
accurately, to broomsticks.
The playing fields behind the works echoed nightly to orders to march, wheel and form fours. The
exact relevance of these manoeuvres to the matter in hand was not entirely clear. The rank and file
The Tandem Fire Service during World War II
harboured the suspicion that their
superiors were still fighting the
last war but two. Suspicion became
certainty when there was an
official issue of pikes – these were
considered unsporting and were
rightly ignored. A desperate search
for weapons in shady second-hand
shops yielded a mixed bag of guns
and an even more miscellaneous
collection of ammunition. The star
piece was an elephant gun of vast
calibre that no one had the courage
to fire.
Gradually order took over from
emotion, and LDV armbands
were replaced by Home Guard
uniforms, forage caps and genuine
maxi greatcoats. Fry’s platoon
became part of E Company,
Tooting Battalion, Home Guard,
alongside units from other works –
Board Mills, Hadfields, Ferguson’s,
Rototherm; Connelly’s Leather
Works, also included, were never
quite accepted because their
professional polish on belts was felt
to give them an unfair advantage.
Weapons now flooded in: Canadian Ross rifles which had lain in grease for twenty years, Lewis guns,
and that pinnacle of man’s engineering genius, the Browning heavy machine gun. These were stripped,
cleaned and reassembled with loving care, carried uncomplainingly on long marches and, on one
or two memorable occasions, actually fired, though never in anger. Later still came tommy guns,
Sten guns and all sorts of odd weapons devised by mad inventors bent on winning the war single-
handed (for the wrong side, in the general view; the things were locked in the arms cupboard and not
subsequently referred to).
At a very early stage patrols were organised to mount guard at the works through the night, and a regular
rota continued for several years. Guard was mounted at the front gate in a hut four feet square, shared
with the night watchman. Apart
from the Blitz and the fielding of
occasional incendiaries, little else
happened to relieve the tedium of
the gate watch, and latterly it was
not entirely unknown for the call
of duty to remain unheard amid
the noise of the pontoon school in
the basement guardroom. Workers
were kept busy during the war years
and had plenty to do making white
metal ingots for the Government,
The Tandem Home Guard
Home Guard Ready for Action!
The drivers c.1939. Left to right; Daffin, Gray, Lascelles, Miller, Weekes, King
& Flatt.
and making and packing small
cases for the majority of the orders
kept them fully occupied. Another
job was to go into London once
or twice a week to visit bomb
sites where there was sometimes
metal to melt out and collect, and
to make sure that they had all
they could from each job. Fry’s
technical and metallurgical help to
printers enhanced their reputation
and strengthened their contacts
considerably.
Fry’s gained much business by offering free analysis and they developed a group of experts in all
departments. Excellent publicity came from nickel-plated diecast paperweights. These miniature
replicas of the much bigger two-division ingots cast in the foundries
were displayed on each managing director’s and buyer’s desk – an
excellent reminder and advertisement.
The guard saw off the Blitz and the long nights of the 1940/41 winter. Sunday morning parades, night
exercises, the occasional whiff of live ammunition, and thoughts of aggression began to seep through
a force hitherto entirely defensive. But when any prospect of action had finally evaporated, high
command introduced battle training. The platoon was selected to demonstrate the new techniques to
the assembled company. Unfortunately, at the climax of the attack, the platoon commander directing
operations vanished from sight down a slit trench, and thereafter the exercise lost credibility. Towards
the end of the war, the platoon became depleted as numbers were pressganged into replacing regulars
on anti-aircraft batteries. The remainder saw the war out in a spirit of stolid calm, pondering what
might have been. Was it worthwhile? Those whose knowledge is gleaned from Dad’s Army may smile
in disbelief, but give the unscarred veterans some credit for the great non-event of the war, that there
was no invasion. Many of Fry’s young men, and some girls too, left for the forces and kept regularly in
touch with those left behind. Almost without exception they visited Fry’s when on leave, and when the
war ended, many returned. Unfortunately, a few lost their lives.
Entrance to the Tandem Works, c.1960
Front view of Eyre Smelting,
Tandem Works, c.1955
CHAPTER 9
Expansion and Contraction
During the Second World War land south of Willow Lane, Mitcham, was taken over by the Ministry
of Supply for storage of large quantities of salvaged rubber tyres held for reprocessing. Operations at
Willow Lane commenced in 1944 under the name of Eyre Smelting Co. Ltd, and on the opposite side
of the lane was a graveyard for aircraft awaiting smelting by non-ferrous handling companies in and
around Colliers Wood and the Willow Lane area. Eyre Smelting dealt with many demobbed aircraft,
including the post-war De Havilland Vampire FB9 fighter bomber. By the end of the war the heaps
of tyres and petrol tanks stripped from aircraft reached 20 feet high. Many tanks still contained fuel,
which was evident when a massive fire erupted in about 1948, which burnt for several days, filling the
sky with black smoke and covering the neighbourhood in a black soot.
The ‘Flowsolder’ invention
‘Flowsolder’ was a process invented in 1956 by Fry’s Metals Ltd where a wave of molten solder was used
to solder components to printed circuit boards. The component tails were inserted into corresponding
holes in the boards, which had the circuit connections printed in copper on the underside, and the
assembly passed along a conveyor with the tails down, so that the underside of the board passed
through a flux spray and then through the solder wave. The solder only adhered to the copper circuit
and not to the plastic board. Thus the components and board were soldered together in one pass. Prior
to this invention, circuit boards and components were individually soldered by hand or by dipping into
a static solder bath. This process, which was later used worldwide, started at Willow Lane, Mitcham,
at the request of the Ministry of Aircraft Production and was subject to patents in Britain and many
other countries. The inventors named in the patents were Allan Barnes, who designed the mechanical
equipment, Victor Elliott, who was responsible for sales, and Rudolf (Rolf) Strauss, who created a
suitable combination of solder and flux. By 1964 they had sold over 700 machines in 30 countries.
Most of the machines were soldering printed circuit boards, which ranged then from postage stamp
size to boards 15 inches wide. The boards replaced conventional wiring in televisions and radios,
computers and all types of electronic equipment. Originally, all the machines were manufactured to
Fry’s own specification by sub-contractors and merely required adjustment and testing before dispatch.
When the division moved to Willow Lane early in 1961, the range was extended, and more assembly
and development work was made possible. In 1962 chill-cast bronze and gunmetal rod production
transferred from the Tandem Works to Willow Lane and solder wire manufacture commenced in
1965. In 1968 work commenced on a new building at Willow Lane to house solder wire and silver
Willow Lane site in the mid 1960s
solder production, and another new building at Willow Lane was completed in 1970 to accommodate
continuing expansion of the ‘Flowsolder’ business. In 1974 a new extension of 11,000 sq. ft. opened
for solder wire manufacture.
New premises
From 1958 a new office block at the
Tandem Works to the left of the old
building became operational, housing
the printing metals department,
laboratory and research department. The
development was not to stop there, as
more and more acquisitions were made
and the need for space at the Tandem
Works was evident. In 1963 Bridge Road
was still occupied by eleven cottages
which had been built in the 1890s, and
which were tenanted over the years by
many workers at the Tandem Works.
In order to allow the erection of a new
office building for accounts and solder
sales departments between the main
works entrance and Bridge Road, the
tenants were rehoused and the cottages
became vacant. The last tenant moved
out on 5 December 1963 and the
demolishers moved in on 17 February
1964. The cottages were picked off one
by one and the new three-storey office
block was occupied in 1965. A new
extension was built in 1968 for flux and
solder powder manufacture at the end of
what had been Bridge Road.
By 1961 Fry’s was manufacturing non-ferrous alloys, as well as specialist printing metals, soft solders,
and soldering fluxes and employed over 1,000 people. Exhibitions became a regular part of advertising
and, to demonstrate their range, Fry’s were regular attendees with a permanent stand from 1965 at the
9-day Hanover Fair, Germany, and had help from their German agents at the time, ERSA-SACHS.
They exhibited Flowsolder equipment, industrial Flowtinner machines and a selection of soldering
materials. The fair covered half a square mile, crammed full of 27 exhibition halls, 36 restaurants, 4
post offices, a railway station, 2 small churches, a whole shopping centre, a few artificial lakes, several
trees and so many people that it must have been difficult to get around.
In the Fry Group by 1963 there were well over 1,000 people employed at 15 establishments – in London,
the provinces, Scotland, Northern Ireland, Republic of Ireland and India (see Appendix A). 1963 also
saw the introduction of a newsletter entitled The Fry Record which was established to help members
of the staff keep in touch with what was going on in the company, news about business activities,
developments and about colleagues.
On 11 February 1964 a BBC television programme Town and Around featured a visit to the Dictograph
factory which had had particular success in export markets. The programme gave special prominence
to modern equipment for soldering printed circuits and Flowsolder equipment. Two years later
Merton was again the subject of a film production. The subject of the film was ‘Casting Good Type’,
Fry’s Metals, Tandem Works laboratory staff
Bridge Road Cottages, Merton, c.1960
produced by the Monotype Corporation Ltd.
The filmed sequences covered the casting of
printing metal ingots, the main laboratory,
the spectrograph, and the research
department on the remelting procedures.
The cameras came around again in the early
1990s, when the company had relocated to
Marlowe Way, Croydon, and the offices were
used as a location for several episodes of The
Bill, a comfortable television police series.
Success, as ever, came with setbacks along
the way. Merton got its share of heavy rain
which fell continuously on 15 September
1968, and on the evening of that Sunday the
Wandle burst its banks at Wandle Bridge and
the main Colliers Wood High Street was flooded; below the works, the waters rose in Christchurch
Road in the Pooles Corner area to a height of three feet, and many houses in the neighbourhood were
inundated. The works itself, being mostly above the flood level, was clear, but the flux factory and
the basement canteen suffered. The high-water mark as recorded on the dining room wall measured
21 inches. Once the dining room had been cleaned and dried, the door to the large walk-in safe was
opened, releasing yet more filthy water that had been trapped inside, so the clear-up had to be repeated.
An extension to the offices built in 1965 was opened in 1977, housing the accounts and sales
departments. Various improvements and additions to the buildings and plant in the work area took
place in subsequent years. Six years after the old chimney stack had been removed, on Wednesday 9
May 1979 the skyline at Merton was changed once again in a matter of eight hours. During this time
the new 150ft chimney was delivered, erected and bolted down. A small building had been removed
to provide access, and telephone lines, power cables and water pipes had been removed or rerouted.
Twenty-eight 2-inch x 5-feet bolts in high tensile steel had been set in the foundation slab, that weighed
216 tons. The top of the chimney was 4 feet 6 inches in diameter and gases would discharge at 55 feet
per second. Eighty-four feet above ground level was a platform at the sampling point. This was the
minimum height at which sampling could be carried out, as the gas flow had to have become smooth
for accurate sampling to be possible.1 In 1982, Fry’s purchased and demolished all the houses in Prince
George’s Road to further expand the premises and to create additional parking.
Special projects
In 1973 the rebuilding of the organ in St Paul’s Cathedral (by ‘Father’ Smith, 1695, and Henry Willis,
1872) was finished after four years’ work. All the large frontal pipes, which were decorated with gold
leaf, were fabricated from a special alloy supplied by Fry’s Metals and the alloy was evolved by the
research department and the organ builder. At the west end of the cathedral in the gallery over the
main entrance, an entirely new set of horizontal trumpet pipes was installed for playing fanfares on
ceremonial occasions. These pipes illustrate an unusual and elegant use of George Johnson’s lead-free
pewter.
The six-ton Liberty Bell presented by the Queen to the people of the United States on Tuesday 6 July
1976 was a reminder of a Fry’s customer, the Whitechapel Bell Foundry, at whose works the bell was
cast, as was the original Liberty Bell. Founded in 1570 the works in Whitechapel had cast not only the
cannon used in many wars but many of the famous bells throughout the world, including Big Ben.
The rotary furnace used for melting the metal for the new Liberty Bell was designed by Fry’s Metals
around 1962.
1 See Eric Shaw’s article in MHS Bulletin 204 (December 2017) pp.12-13
Aerial view of the Tandem Works c.1980
An unexpected enquiry
It was clear to most people why Tandem was so named, but it was not quite so clear to everyone. The
following enquiry was received through the post on 29 May 1970 to Fry’s Metals Ltd, Tandem House,
and read:
Dear Sirs,
For many years now I have been searching the country for a dual-control Tandem. I understand
this machine can be steered from the rear handlebars which can turn the rear wheel. A friend
of mine was kind enough to pass the address of your Tandem Works on to me and I am
writing to ask you if you have one in stock or can possibly make me one. My husband and I
are both over 90 and have enjoyed riding our present tandem for over 25 years. However, as
time goes on, my husband has an increasing tendency to fall asleep while we are riding along
and, as he always rides in the front, it leaves me in a very vulnerable position at the back –
pedalling but unable to steer. (He is a very heavy sleeper.) Please send your price.
Yours faithfully
The End of the Tandem Works
On 1 January 1967 Fry’s changed its name to Fry’s Metals Ltd and at the same time, the Eyre Smelting
Co. Ltd, The Atlas Metal & Alloys Co. Ltd, and Fluxite Ltd all ceased as separate trading companies
and became divisions of Fry’s Metals Ltd. In this same year on 6 September, the industry said goodbye
to Fry’s founder, John Fry, who passed away at the London Clinic, Marylebone, aged 91. He unselfishly
bequeathed large sums of his wealth to his former colleagues with a message in his will to all those who
had helped make the business what it was: ‘They are not forgotten. It was a joy to work with them. I
still remember them with gratitude and affection. Their early efforts still remain the corner stone of an
important and successful organisation which continues to give employment to thousands.’ A tradition
started by John Fry of sending long-serving loyal employees food parcels and cigarettes at Christmas
continued for many years even after his death. His wife Nancy Louise Fry died in November 1971.
Alpha Metals Ltd moved from Ewell to Tolworth in June 1984 and the Willow Lane site was sold
which resulted in silver solder and solder wire production moving to the Tandem Works and bronze
rod production ceased. In 1986, Fry’s Metals ceased smelting after nearly 70 years due to a reduction
in the amount of raw material available. The move from the old Tandem Works to smaller premises,
sentimentally named ‘Tandem House’, at Marlowe Way, Croydon, (previously occupied by Trembath)
was made on the weekend of 27/28 April 1991. Moving the production department took several weeks.
In 1991, shortly before the famous Tandem Works closed, Fry’s was fined £10,000 after polluting a
waterway with copper sulphate pickling liquor: half a kilometre of ditch water was turned bright blue
when the chemical leaked out of the factory and was reported by a member of the public.
The sales, purchasing and accounts departments were established at Marlowe Way, and Fry’s
manufactured solder wire, solder powder, solder stick, blowpipe and solder paste. It was while at these
premises that Alpha and Fry’s amalgamated in 1994, and the title of the company was changed to Alpha-
Fry Ltd with other name changes occurring during the time in Croydon, such as Fry Technologies &
Alpha-Fry Technologies (see Appendix B). The Marlowe Way site closed on 4 September 2002 and the
manufacturing processes were transferred to the company site at Naarden in the Netherlands. A new
office was acquired in Sheerwater, Woking, from 7 September 2002 which housed the warehouse and
laboratory of another Cookson-owned company, Enthone Plating Chemicals, as well as Fernox R&D
laboratory and a small stencil manufacturing unit.
The Tandem Works was finally demolished in 1995 to make way for the Tandem Shopping Centre,
named after the foundry which stood there, and all that exists now are two cast iron rainwater hopper
heads, with ‘1907′ cast on them. Fry is no longer a name that is so familiar to employees of the new
companies, but among members of the public who lived close to the Tandem Works, a few are left who
remember the days when it was a vibrant business. However, its legacy of products is still an important
part of today’s world and will be for many years to come.
APPENDIX A
BRANCH FOUNDRIES & OTHERS IN THE FRY GROUP
Within a few years of the opening of the Holland Street foundry in 1912, John Fry was able to open
branch foundries at the main printing centres, Manchester, Dublin, Glasgow, and Bristol, and in due
course T G & J Jubb (see Appendix B), manufacturing similar material in Leeds, was acquired. These
branches went against the trend for centralisation at that time, but they were admirably suited to serve
the needs of an industry which required prompt delivery of relatively small quantities of metal, and
which had dross and scrap to send back in exchange. Each branch under its Branch Manager became
autonomous in day to day matters, responsible for buying, selling and manufacture, within limits set
by Head Office. It was a pity, through shortage of capital, and also through a lack of experience, that
Fry’s started their branch foundries in very poor districts. Aiming to be central almost inevitably
meant that they were in slum areas and consequently had poor premises.
MANCHESTER
Manchester Foundry, which opened in 1916, was the first of the Fry’s Metal branch foundries and
was for many decades the largest in area as well as output. The foundry was situated in a district with
the rather attractive name of Red Bank. It became a highly industrialised area, and yet was but a few
minutes’ distance from the city centre, Victoria Station being just five minutes away, and Piccadilly
and St Anne’s Square, two of the main shopping centres, about ten minutes away. Running alongside
the works was the River Irk, a tributary of the Irwell. Many years ago, the Irk was a tree-lined, lazy
river, where young lovers used to stroll along the banks which were then covered with red poppies,
and from where the name ‘Red Bank’ is said to have originated. The Irk, alas, succumbed to industry
and became many colours of the rainbow. One could almost tell the day of the week by a glance at the
river: Monday a dullish grey, Tuesday greenish, Wednesday a mauve tint, Thursday brown, reverting
to almost black on Fridays. Truly rainbow, but alas no trout could survive these waters!
Manchester started as manufacturers
of printing metals and similar
alloys, but the foundry soon had
additional work connected with
the war effort, such as the supply
of antimonial lead for shrapnel
bullets. When the war ceased,
printing metal again became the
main output, together with a
reasonable volume of bearing metal
etc. Before long the production
of aluminium bronze gravity
diecastings started, and at that time
Fry’s Metal Foundry produced
diecastings under its own name.
After the incorporation of Fry’s
Diecastings Ltd the production of diecastings still continued, until this work was transferred to the
Fry’s Diecastings Branch at Stourbridge in 1946. From the opening of the Manchester branch they were
going flat out on shrapnel metal and had several large customers including Walker Parker, Chester,
and Antonio Richardson, Wakefield. They had an order of 100 tons from Jubb’s of Leeds, and to make
a show they delivered 40 tons in a day and then received word to hold up delivery.
Manchester once received a very interesting parcel of 25 tons of lead piping that had been used in
the manufacture of TNT. All the pipes were full of crystals and they were at a loss as to how to treat
it, so Roger Bowbrick went along to the TNT factory at Stockport to find out. The place was very
Fry’s Metals Manchester in 1916. Far right – GW ‘Billy’ Gibson
well guarded by soldiers and guards everywhere and eventually he was shown into the commanding
officer’s office and asked his advice. The officer asked, ‘What are you doing with it now?’ and he replied,
‘Cutting it up with a hammer and chisel’. The officer asked, ‘Copper chisels?’ and he answered ‘No,
cold chisels.’ ‘Telephone your foundry and stop it at once, or you’ll blow up Manchester.’ The officer
then told him that they would have to boil all the pipes to make them harmless. Well, the fact of the
matter was that they couldn’t, and they didn’t. They discovered that by carefully throwing a piece at a
time into the pot, the TNT blew out across the foundry with a bright flame and they carried on like
this until they had completed the whole lot. Health & Safety regulations were not high on the agenda
in those days.
In the late 1920s the production of
solder commenced, and this trade
continued to grow until the output
of solder was not far short of that of
printing metal. For a brief period,
Manchester foundry also produced
yellow metal ingots, but this trade
was not profitable with such a small
output and production ceased. The
area served by Manchester foundry
was from Newcastle upon Tyne in
the north-east, down the east coast
as far as Boston, Lincs., and from
Workington in the north-west
down to and including North Wales
and to Cannock in the Midlands,
joining up with the Kidderminster territory.
It was a surprise and a relief when Charles Henry Smith & Co. Ltd, affectionately known as the ‘Bone
Works’, finally disappeared. Production of glue, size and bone meal ceased at the works during 1971
and it was acquired by Fry’s in the latter part of 1972 to expand the Manchester operations. Early in
1974 a specification was drawn up and tenders sent out to demolition contractors and as a result only
a level cindered site remained. In its prime, the smell from the ‘Bone Works’ could be cut with a knife
and the bluebottles in the vicinity were reminiscent of locust plagues both in size and number. As can
be imagined, when working full blast producing glue, size and bone meal, the smell was indescribable.
At last patience was rewarded, and in October 1971 the owners approached Fry’s with a view to
purchasing, if interested, and after much to-ing and fro-ing and legal wrangling the ‘Bone Works’
became the latest acquisition. Not quite an architectural extravaganza, rather a rodents’ retreat. On the
face of it, a purchase of this type should have been straightforward but such was not the case. Before
the terms of the purchase were agreed, the owners, Edward Gorton & Son, arranged for the plant and
machinery to be taken out. This necessitated the use of oxyacetylene cutting equipment which, in the
course of just over three weeks, caused three fires, to the excitement of viewers and the annoyance of
Manchester Fire Brigade, who thought someone was making a habit of it.
One feature of the old Manchester premises was a brick-built chimney stack approximately ninety
feet high, and it became noticeable that as time progressed it developed an ominous lean and a twist
(à la the tower of Pisa) and small cracks in the brickwork were opening wider almost daily. Further
consternation was caused by a visit from a gentleman at the Town Planning and Building Department
when he announced that the chimney was unsafe and could fall either in the River Irk and the road
beyond or across the far end of Fry’s finished metal shop! His visit was reinforced by a sergeant and
constable of the City Police, and after consultation it was decided that the road adjoining the river
should be closed to traffic until the chimney was made safe. This closure was made on 21 December
New office block Manchester 1949
1973, and in great haste a firm of steeplejacks was contacted, and a price agreed for the making safe of
the old stack.
In 1946, Fry’s Metals wanted to expand at Manchester works, so Fry’s Diecastings were compelled to
find an alternative works in the Midlands. Arthur Street, after many months of fruitless searching, had
a stroke of luck. A factory in the Brierley Hill district near Stourbridge shut down and the owners tried
to sell by auction. This did not go very well, since the owner got ‘tight’ and walked out of the sale. Arthur
Street happened to see the place the following day, and the owner, having by then recovered from his
condition, realised that a quick sale was essential and the deal was done in 24 hours. Adjoining the
factory was a great deal of property due to be demolished, together with a cinema which had closed
owing to the new attraction of television, and a soft drinks factory which also closed in the following
years. All these properties were bought, making the Midlands works a good size. Arthur Street wrote
a book about diecasting and was co-author of the more general Metals in the Service of Man.
ROCHDALE
All operations at Hargreaves Street, Red Bank, Manchester, were transferred to the new works at
Mayfield Street, Rochdale, on 1 October 1982. A foundry and a laboratory were established there,
manufacturing solder ingot, bar and stick, and recovering dross. It closed around March 2004 due to
company restructuring.
Following rapidly on the opening of the Manchester foundry in 1916, similar ones at Bristol, Glasgow
and Dublin were started. A West Country man was appointed for the West, a Scotsman for Scotland,
an Irishman for Ireland.
DUBLIN
In January 1918, Fry’s established a branch at 197 Great Brunswick Street, later renamed Pearse Street,
the only foundry manufacturing printing metals in Dublin. At the Rising, two or three big printing
works, including Freeman’s Journal, had been burnt down and hundreds of tons of typemetal melted
into the debris. Fry’s set up a melting pot there just to deal with it, and it remained as a foundry.
During the 1920s and 1930s printing metal was the main product, as Ireland at that time was largely
an agricultural country with very little industry. The pattern changed considerably at the end of the
Second World War, when a number of new industries were launched, including assembly of motor
cars and tin box manufacturing. A decision was taken in 1948 to commence solder production at the
foundry which, up to this time, had imported its required solder from London. The offices fronted on
to Pearse Street and were within a few hundred yards of the centre of Dublin. For many years part of
the offices were let to Intertype Ltd, but in 1963 this long connection was severed when that company
decided to move to more commodious offices and showrooms. The works, which were behind the
offices, refined locally purchased materials and produced the finished alloys.
In 1969 Fry’s Metals Dublin branch moved to the premises of the Mining Company of Ireland at
Fitzwilliam Quay, Ringsend, situated just over a mile from the centre of Dublin, not far from the
docks on the river Liffey and the rugby football ground at Lansdowne Road (see Appendix B). Here
the company manufactured most of the lead sheet and pipe used in the Republic. A new extension was
completed in 1977 and occupied at the beginning of August that year.
GLASGOW
In Glasgow, offices were opened in 1920 in Hope Street, followed by a store in Clyde Street, in the
centre of the city, within a few hundred yards of the Provost Office. In 1925, the branch moved to 108
John Street, premises previously occupied by Clydesdale Cabinet Works, at a rent of £130 per annum.
At first, only printing metals were manufactured and in the 1930s the production of solder was started,
followed shortly afterwards by white metal bearing alloys for the Atlas Metal & Alloys Company (see
Appendix B). The Glasgow foundry served not only the whole of Scotland but also Northern Ireland
with these products. The first foundry was an old church which had housed a small textile mill, a
gramophone needle factory and a furniture factory, and it was destined to carry Fry’s name on the
wall until it was demolished in 1958 to make room for an extension to Strathclyde University. The
Glasgow branch moved in 1958 to a new building in London Road on the outskirts of the city, and
the foundry made its home there that year with considerably increased business. New industries came
north, replacing the declining heavy traditional Scottish ones, and some of these, such as the Rootes
factory at Linwood and the Rolls Royce factory at Hillington, opened new fields for Fry’s products. The
Rolls Royce business involved the supply and recovery of alloys used in turbine blade manufacture.
Each blade had to be encapsulated in a block of metal so that the blade, with its complex shape,
could be gripped firmly during broaching of the root. After this, the encapsulation alloy was split
or melted off, leaving a clean, machined blade. The oily swarf from the machining was a mixture
of encapsulation alloy and blade metal and was returned to Fry’s, together with scrap, for hygienic
separation and recycling. Two alloys were used: a standard fusible alloy and another developed by
Fry’s from a typemetal composition.
Fusible alloys usually contain bismuth and sometimes indium, particularly if they have to be lead-free,
and this led to two more developments. The first was bismuth refining, in which Glasgow developed
its own expertise. Towards the end of the branch’s life, vacuum refining and fused salt electrolysis
were investigated but neither was commercialised. The second development was the manufacture of
indium trichloride, which was supplied in an organic solution for coating the glass used in lamps with
a thin layer of indium tin oxide, which increased the lamp’s efficiency. Overspray and waste from this
process was recycled mainly for use in fusible alloys. These developments were driven by John Holt,
with technical assistance from the Cookson Technology Centre.
Another spin-off from fusible alloys, initially promoted and run by Frank Todd, came from their use in
making complex plastic injection mouldings. For this, the plastic was injected around a fusible metal
core, which was then melted from inside the plastic part. This allowed the making of complex, one-
piece mouldings, such as water pump impellers and inlet manifolds for car engines, and carbon fibre-
reinforced tennis rackets. Fry’s developed the specialised casting and remelting machines to make
this a practical process. To manufacture and supply this equipment, the metal dispensing division was
created, eventually moving to its own premises on Clydebank.
A further product later in the Glasgow branch’s history was sacrificial anodes for the North Sea oil
business. These castings in zinc alloy or aluminium alloy were welded to the steel rigs and pipelines to
protect them from corrosion.
Glasgow closed its London Road foundry in 2000.
BRISTOL & KIDDERMINSTER
Long-leasehold premises were
established at 104 Bellevue Road,
Easton, Bristol, in 1918, but
this branch was subsequently
transferred nearer to the Midlands
in Worcester Road, Kidderminster,
to cope with a different set of
circumstances.
The foundry at Bristol was situated
in a built-up area in a terrace
of houses, so complaints were
constantly being received about
smells, vibration and noise. It had
been obvious for some while that a
move would have to be made, and as
Bristol foundry making Fryotype
production increased this became a
matter of urgency. Fry’s had never
owned a foundry in the industrial
Midlands, and it was decided that
the new foundry should be sited
between Birmingham and Bristol
as this would enable better service
to be given to Midlands customers
and provide more scope for buying
scrap metal. Sites were considered
at Worcester, Stourport and in the
Black Country, but eventually a site
of about three acres in comparatively
rural surroundings was obtained at
Kidderminster. Production commenced at Kidderminster in June 1958, and the more formal opening
was in August 1958, when a luncheon was held to mark the occasion and to entertain the Mayor of
Kidderminster.
A flux factory was later added to the Kidderminster branch in 1980. A works building and a separate
office block in a pleasing modern style were erected, and there was still plenty of room for further
expansion. While at Bristol, the branch area comprised only the West of England and South Wales
but after the transfer to Kidderminster, the area was considerably extended, and it consisted roughly
of the area enclosed within a line from Aberystwyth on the Welsh coast to Wolverhampton, and from
there to Rugby and down to the west of Dorset on the south coast. A fleet of three lorries delivered
and collected in this widespread area and it was not uncommon for a driver to leave on a round trip
of about 500 miles. The Midlands area had been served by Merton previously, and the transfer of the
territory to Kidderminster enabled a considerable expansion of their sales to be made, with the result
that Kidderminster produced a greater tonnage of printing metal and solder than any other foundry
except Manchester. The foundry built up a large buying connection and purchased a larger quantity of
scrap metal from merchants than any other branch.
Kidderminster finally closed its foundry in 1994.
INDIA
The link between the Eyre Smelting Co. Ltd London and India was long-standing, and exports of
bearing metal for the Indian railways dated back to the early part of the 20th century. Fry’s Metals
foundries too could claim a long standing association with India, with their first shipment of printing
metal being despatched in the early 1920s. Railway bearing metals continued to be the major export
and in 1930 it was decided to establish a small foundry in Calcutta to provide the railways with ‘on
the spot’ service, although it has
to be remembered that to send
metal from Calcutta to Bombay
involved a journey of 1,000 miles,
to Karachi (which was then part of
India), 1,500 miles and to Madras,
900 miles. In addition to this there
was a lot of local competition. A W
Howe successfully directed this new
concern through its early stages,
followed by Stanley Brown and then
by Charles Langford, assisted by
Gordon Baldwin. Stanley F Brown’s
Fry’s Kidderminster
Eyre Smelting, India, John Fry front centre
early death while on home leave was a sad loss.
W J Woodhouse, who as a young Air Force Officer
had been awarded the DFC in 1944, was already on
the Calcutta staff and then took the lead.
The Indian company, then known as the Indian
Metals & Alloys Co. Ltd, or more popularly IMAC,
was formed in March 1931. A small workshop,
approximately 8,000 sq. ft. in extent, to accommodate
the foundry and offices, was rented in Kiddapore, the
dock area of Calcutta. The sales in the first few years
amounted to 200-300 tons annually, rising to the
1,000-ton level in 1939. In the early days most of the metal left the foundry on two-wheeled carts, either
pushed by men or drawn by bullocks. Bearing metals for the railways and printing metals were sold
through Heatly & Gresham Ltd, a firm of engineers and general merchants, who had long-standing
and close contacts with the railways. As time progressed it became apparent that the demand for
solder in industry would increase, so more attention was paid to this new facet of the business, and for
the first time direct sales took place under the name of the Eyre Smelting Co. Ltd. When the railways
in India were nationalised in 1951, the company’s business with them fell away to a large extent in
view of the competition from other non-ferrous alloy manufacturers in Calcutta and Bombay, most
of whom had established themselves during the war years. On the other hand, the solder side of the
business had expanded considerably.
The Korean war period brought about a surge in demand and thereafter followed one or two quieter
years until the introduction in the mid-1950s of two additions to the range of alloys. These were
antimonial lead for the battery industry and cable alloy (lead with a small amount of antimony) for the
sheathing of telephone cables. In the meantime, it had been decided to alter the name of the company,
and the title ‘The Indian Metals & Alloys Co. Ltd’, gave way to ‘The Eyre Smelting Co. Ltd’, the word
‘private’ being inserted some years later to comply with changes in company law in India.
Madras
For many years the company had transacted considerable business in the south of India, dispatch
being effected either by rail or by sea, and it was apparent that the demand in the south would continue
to expand, so in 1957 a decision was taken to establish a small foundry in Madras. In the meantime,
throughput at Calcutta was increasing rapidly and the works became congested because of the
limited production and storage space, so early in the 1960s it was agreed that a new foundry should
be established at Behala, about six miles from the existing foundry. A plot of land, which had been
a weekend retreat, comprising a shrub garden, several small lakes and a bungalow set in a tropical
background of coconut and banana palms was acquired. Construction of the new works proceeded
satisfactorily, but there were hazards not normally encountered elsewhere, one of them being the
propensity that cobras display for nestling in newly made flue lines. At this stage it was decided that
the company should extend its field of activities to include the manufacture of aluminium alloys, zinc-
base diecasting alloys, silver solders and latex-based compounds for the sealing of cans. The company
was already the largest manufacturer of fluxes in India and its research department, which had been
set up successfully, developed a flux for the jointing of aluminium cable. The import of metals was
subject to licences granted by the Government and strict control was exercised, which was made
necessary by India’s dire shortage of foreign exchange. As a result, high internal prices and times of
shortage were frequent. Nevertheless, in 1963 the foundries at Calcutta and Madras produced record
tonnages of finished alloys.
The Transport Department, Eyre Smelting,
Hide Road, Kiddapore, Calcutta, India
The Eyre Smelting Co. Ltd opened the Madras branch in 1958, and in 1960 the Eyre Smelting Private
Ltd in Calcutta moved to the works at Behala, Calcutta, and in 1963 also opened a small office in New
Delhi. In 1980 Eyre Smelting of India received permission from the Indian Register of Companies to
drop the word ‘Private’ from the name of the company, and on 6 January 1989 Eyre Smelting Ltd of
Calcutta, Madras and New Delhi changed its name to Cookson India Ltd.
SOUTH AFRICA
Following the post-war development and industrialisation of South Africa, it was decided in 1947
to form a joint company with Messrs. H J Enthoven for the manufacture of lead and tin alloys in the
Union of South Africa (Germiston, Transvaal). The company, styled ‘Enthoven Fry Ltd’, commenced
operations in July 1948, and the factory at Germiston was officially opened in October 1948. In
South Africa coverage of the Cape Town area was considered inadequate, and in 1969 Fry’s acquired
Castle Metals, Cape Town, a small company producing solders, printing metals, and a number of lead
extrusions and castings. A second factory was opened at Port Elizabeth in 1953, largely to economise
on the rail freight costs paid on scrap materials to Germiston and the return of finished products to the
coast. The company was a large-scale smelter and refiner of lead residues, producing refined lead and
battery lead, and it also manufactured solder, printing metal and whitemetal. Considerable quantities
of scrap materials were imported into the Port Elizabeth factory from the Middle East and Far East
and from Australasian countries.
The Fry’s Metals name, specialising in lead smelting for battery production, is still alive in South Africa
as a component of the Zimco Group, which is wholly owned by Eco-Bat, a US-based multinational
company.
APPENDIX B
MERGERS, DEMERGERS, ACQUISITIONS & SELL-OFFS
Some early acquisitions by Fry’s Metals included William Ullmer & Sons Ltd, supplying burnished
leads and lead-spraying machines, and typecasting machines, the manufacture and sale of both of
which continued for several years; F R Kohler for printers’ driers; the Lead Wool Company for lead
wool etc. In 1922 Fry’s Metals purchased Atlas Metal & Alloys Co. Ltd and the Durastic Bituminous
Paint Co. Ltd.
ATLAS METAL & ALLOYS
The Atlas Metal & Alloys Co. Ltd, known for making ships’ propellers, was one of the oldest metal
companies in the Fry Group, having been established in 1896 by W E Watson, who, as a young man,
became interested in the metallurgy and application of white antifriction metals. He visited all parts
of Britain and overseas, where he arranged agencies for the sale of Atlas Metals in countries as far
apart as the British West Indies, Germany, Yugoslavia, Spain, Greece, Hungary, Denmark, Malaysia,
New Zealand, Belgium, India, Dutch East Indies, Turkey, France, Holland and South Africa. In the
early 1920s Mr Watson (died 1932) started the manufacture of finished machined bearings, but
unfortunately this venture was rather before its time and had to be dropped when production of Atlas
Metals was transferred from Barking to the Tandem Works in 1922. The blast furnace used at the
Tandem Works had been originally installed at Barking. In 1954 the head office moved from Cannon
Street to 68 Upper Thames Street and then in 1958 to the Tandem Works.
DURASTIC
Durastic was started in 1919 as a small offshoot of Atlas, which was amalgamated with Eyre Smelting
in 1921. It manufactured and sold, mainly to the marine market, a solution of bitumen in naphtha.
Manufacture was continued under the Durastic name with various excursions and excitements. In 1926
wood was the only material used to any extent for the covering of ships’ decks, but the employment
of asphalt was favoured here and there in cargo ships, particularly for repairs, and Durastic began to
acquire work of that nature. Durastic formed a totally separate part of the Fry group. Its main business
was the laying of floorings of all types for both marine and shore installations. These decorative
floorings of lino, rubber, and modern plastic materials were laid on Durastic Cold Lay Underlay which
was accepted even by competitors as the best lightweight underlay in its day. They were also specialists
in asphalt roofing and tanking work and supplied and fixed considerable quantities of built-up roofing.
Notable Durastic customers included the ships Canberra, Oriana, Windsor Castle, Empress of Canada,
Amazon and Pendennis Castle.
During the Second World War, in addition to the laying of Durastic deckings in replacement of wood,
which was then almost unobtainable, the company developed a material which came to be known as
plastic armour, a mixture of asphalt and pebbles, which provided good resistance to penetration by
bullets and shrapnel without producing ricochets – a quick, valuable and efficient substitute for the
scarce steel which would otherwise have been called for. Plastic armour was adopted almost throughout
the British Merchant Navy and to some extent in the Allied merchant navies, and proved itself time
and again under enemy fire, particularly at Dunkirk. Durastic manufactured both this material
and Durastic deckings in factories in London, Glasgow, Sunderland, Tyneside and Aberdeen, with
depots at Southampton, Cardiff, Liverpool and other smaller ports. In 1941 the name of the company
was shortened from the Durastic Bituminous Paint Co. Ltd to Durastic Ltd. With the expansion of
the business, Durastic in London had found it necessary to move their small Tooting factory and
inadequate city office to Victoria Works, Burdett Road, Stepney, which had been vacated by Associated
Lead. It also had branch offices in Belfast, Glasgow, Liverpool, Newcastle and Southampton. Durastic’s
Newcastle branch moved into the Foster Blackett & James paint works offices at Hebburn in 1974. It
acquired new warehouses at Castlebank, Glasgow, and the Minty Asphalt Co. Ltd in 1976. Durastic,
Glasgow, moved from Castlebank Street to London Road, Glasgow, and reopened on 5 January 1981.
The North East Coast branch of Durastic was awarded the contract for supplying and laying deck
coverings on HMS Ark Royal, built by Swan Hunter on the River Tyne and launched in 1981.
T G & J JUBB, LEEDS
Tom Jubb was the head of
T G & J Jubb Ltd, Jack Lane, Hunslet,
Leeds, founded in 1859 by two
brothers, whose initials, T G & J,
formed part of the company’s title.
When Fry’s set up their business
in Holland Street, Jubb’s was one
of Fry’s strongest competitors. The
site in Jack Lane was the original
one, though a little extra land was
added at a later date. The Jubbs
were a local Hunslet family and it
is not certain for what purpose the
first partnership was formed, but
it seems likely that a business of
marine stores dealers was carried
on, plus any other enterprise which
would turn an honest penny.
There can be no doubt that they prospered, but whilst being hardworking men of business, they were
still inclined to a little religion. Evidence of this could be seen in a foundation stone laid by Mrs
Benjamin Jubb in 1901 in the Salvation Army Citadel next door to the works. From buying and selling
scrap lead and other metals they progressed to the manufacture of printing metals, as well as the
remelting and alloying of lead alloys for the needs of the many local foundries which around the turn
of the century employed tens of thousands of hands, mainly in heavy engineering. Eventually the
business seems to have passed to Tom Jubb, the son of T G, a forceful and dynamic character, who
soon became as well known in the trade as were the printing metals which were then Jubb’s main
product. Jubb’s metals were used not only in every corner of the British Isles but were shipped to many
countries throughout the world. At the 1907 Printing Exhibition in Paris, Jubb’s were awarded a gold
medal. On the high seas too, Jubb’s metal was specified for printing the newsletter aboard the Cunard
Liners, which continued for several decades.
A press for the extrusion of lead pipes for the building trade was installed, and during its life must have
turned out a very large tonnage. (This side of the business had to be abandoned during the Second
World War, under the Government’s concentration scheme for the lead pipe and sheet industry, and
it was not restarted after the war.) During the First World War a machine was invented and built in
the works for making shrapnel bullets and vast amounts of these missiles were produced for use in
shells, to the discomfort of the enemy and the doubtless great benefit of Tom Jubb. For many years,
in the early part of the 20th century, Jubb’s held a large share of the printing metal trade chiefly in
the provinces, but, in the late 1920s, with a staff of 50, Jubb’s, in common with many other firms,
struck a bad patch. Tom Jubb senior tried his hand at buying a glass works, an engineering works,
and even dabbled in the lead toy trade, to the consternation of the German exporters of lead soldiers.
These ventures, together with the ensuing depression which hit the country at that time, proved more
than even he could cope with. Debentures had to be issued to satisfy the purchase price for the glass
works, under the instructions of the court, as Tom Jubb had become seriously unwell. Tom Jubb
senior had a bombastic, bullying manner, and was gradually becoming mentally unstable. Later, he
was certified, and a controller was appointed. By then, T G & J Jubb Ltd were in difficulties and Fry’s
T G & J Jubb, Jack Lane, Hunslet (1964) The business was operating as a
production plant of Fry’s Metals by the 1960s, from its base in Jack Lane.
Metal Foundries was approached by the controller with a view to their taking over, which eventually
they did. The directors of the company, since the illness of Tom Jubb, had been accountants appointed
by the court, who knew nothing of the business, while the office had been under the control of Arthur
Ramsden, with Harold Wood as the representative on the printing metal side. After Fry’s had acquired
the business, Donald Wilson was transferred from Manchester to take charge of Leeds, while Arthur
Ramsden and Harold Wood became directors and remained in that position until the retirement of
Arthur Ramsden in 1946, and the death of Harold Wood in 1954. During this difficult time there
was also domestic trouble in the Jubb family. Owing to the actions of Tom Jubb senior, Mrs Jubb left
him, and their son, Tom junior, with his stepmother and a friend, formed the firm of Wilson & Jubb,
directly in competition with the senior firm T G & J Jubb Ltd. The depression was at its worst around
1931, and some changes in the works and personnel at Jubb’s had to be made.
At the time of the Second World War, antimonial pig lead was produced in large amounts for use in
bullet making and it was around this period that the manufacture of solder was also first undertaken
on a serious scale. Once acquired by Fry’s Metals the corner was turned slowly but surely, and Jubb’s
became a profitable concern once again. In April 1968 T G & J Jubb Ltd took possession of their
new works and offices at Westland Square, Dewsbury Road, Leeds. The removal of the bulk of their
material from the old Jack Lane premises was made on 20 April. By 26 April 1968 the last pot of metal
was emptied in the old works, closing what was thought to be an unbroken run of production at those
venerable premises of some 109 years. On 1 January 1970 T G & J Jubb Ltd, Leeds, began trading as
Fry’s Metals Ltd, and 1974 saw the official opening of the Leeds Engineering Division which machine-
finished bearings from bronze rod cast at Willow Lane. The Leeds factory became Leeds Bronze, in the
late 1990s called Leeds Bronze Engineering Ltd (see separate entry below).
ASSOCIATED LEAD MANUFACTURERS (ALM) later LEAD INDUSTRIES GROUP (LIG)
While the foundation of cartels remained important internationally in the years between the World
Wars, British manufacturers saw amalgamation as the best way to maintain profitability in the face
of increasing competition. An informal cartel had been formed during the First World War, and
Associated Lead Manufacturers Ltd (ALM) was incorporated in July 19191 with the intention that it
would buy the shares of the merger companies. This was complicated, taking several years to finalise,
at one point with ALM becoming dormant. The initial merger on 1 January 1923, with a capital of
just under £2 million, was of Cookson and the already amalgamated firm of Locke, Lancaster and
W W & R Johnson & Sons Ltd, with Clive Cookson of Cookson & Co. Ltd eventually becoming the
first Chairman. This was three years before Imperial Chemical Industries Ltd was established in 1926
to perform the same function for the British chemical industry. By 1930, after further acquisitions,
including Goodlass Wall & Co. (see below), ALM was listed on the London Stock Exchange with Clive
Cookson as chairman of the board, although at this time each business continued to trade under its
own individual identity. ALM thus began its existence with the two major firms in the three most
significant production areas in the United Kingdom. Within five years of its inception, the company
had purchased all the major lead manufacturers in the country, with the exception of the Mersey
White Lead Company, which was eventually taken over by ALM in 1972.
After further acquisitions, including additional businesses in the lead manufacturing trade, and still
under the chairmanship of the Cookson family, Associated Lead changed its name in 1967 to Lead
Industries Group (LIG), which was in turn renamed Cookson Group plc (see below) on 1 September
1982.
GOODLASS WALL
In 1943/4 John Fry, who by now was 67 years old, sold his interest in Fry’s Metal Foundries to
Goodlass Wall & Lead Industries Group (GWLI), paint specialists, and so Fry’s became in turn a
1 The Times 1 December 1925, page 21. The full story of the formation of ALM is told in the book Lead Manufacturing
in Britain by D J Rowe.
member of ALM and LIG. They wisely allowed Fry’s Metals considerable autonomy in their continual
development, yet always provided good counsel and financial backing. World War II enforced further
rationalisation, and imports of lead were reduced and controlled by the Government. Demand fell,
largely as a result of the almost complete cessation of private building work. The group had to expand
several existing businesses, with one being the production of solder, as it gradually became clear that
diversification away from lead was necessary. As early as 1943 Goodlass Wall began to diversify into
what Clive Cookson called ‘some allied field of industry’. Fry’s Metal Foundry of Merton was purchased
for £500,000, overlapping with Cookson’s existing business in the production of solder, but otherwise
concentrating on printers’ metals and non-ferrous alloys, and in 1955 Associated Lead Manufacturers
finally purchased Fry’s Diecastings, omitted from the transaction of 1944. In 1956 Goodlass Wall &
Lead Industries Ltd acquired the H J Enthoven, South Africa, shareholding, and that company became
a fully owned subsidiary of the group; a year later the title of the company was changed to Fry’s Metals
(Pty) Ltd. Originally, all products were sold under the brand name of Entofry, but this was changed in
1959 to the Fry brand.
Goodlass Wall was chaired by Ziggy Khan CBE, a great character of German origin who was responsible
for the purchase of other companies within the group, namely, Lock Lancaster and W W & R Johnson,
who were situated at the Millwall Dock on the Isle of Dogs in London.
THE COOKSON GROUP
Cookson was established in Tyneside, England, in the early 18th century when Isaac Cookson, the
son of a brazier from Penrith, Cumberland, moved to Newcastle upon Tyne to seek his fortune. The
family developed major industrial links in coal mining and the manufacture of iron, salt and glass. The
earliest direct link with lead manufacture was in 1778, when a Rotherham-based family of ironmasters,
the Walkers, began to diversify and set up their first white lead works in Elswick, Newcastle. White
lead was then the base for virtually all decorative paints and, as the population grew rapidly and the
industrial revolution gathered pace, the market for white lead products expanded. Lead, although a
long way behind iron, was the second most heavily utilised metal and was to remain so throughout
the 19th century, with British firms processing around a quarter of a million tons a year by 1900. It
was in 1851 that the Cookson family became involved in lead manufacture, and in that year two of the
sons of Isaac Cookson III purchased land at Hayhole on the River Tyne in Northumberland, where
they built a white lead works. In the mid 1840s their father and his partner had sold the family glass
manufacturing companies because of increasing competition in this area and the sons needed to find
an outlet for their considerable talents.
William Isaac Cookson was a very capable scientist and businessman and by the age of 20 he had
spent a year in Michael Faraday’s laboratory at the Royal Institution. He would later take out several
patents for improvement to smelting and chemical processes. Under William Isaac and later his son,
Norman, Cookson rapidly became a significant force in the British lead manufacturing industry. In
1854, the partners bought from the Hawthorn engineering family a second lead works at Howden
on Tyne, close to the Hayhole works. Since lead smelting, refining and manufacture of red lead were
already in operation at Howden, the Cooksons had developed within less than a decade the capacity
for fully integrated production. Over the next 50 years, the works were expanded and modernised
with the introduction of new processes. The major instance of this was the first successful British
introduction of an alternative to the centuries-old stack process for the manufacture of white lead. In
the late 1890s Norman Cookson, like his father an amateur scientist of some distinction, with several
patents to his name, introduced a German-developed chamber process at Hayhole, which doubled
Cookson’s output of white lead to some 10,000 tons per annum in the early 1900s, around 20% of UK
output.
In 1951, ‘Fryolux’ solder paint was introduced and this could be said to be the forerunner to the solder
paste that later made Cookson Electronics a world leader. Fry’s enhanced their position in the market
even more with the acquisition in 1952 of Fluxite Ltd, and also Fluxolder
Products Ltd. The latter was formed to market solder paint, first in the
United Kingdom and later in the United States. Fluxite Ltd (founded 1918)
was the maker of Fluxite soldering paste, previously manufactured and
advertised by the Auto-Controller Co., based in Vienna Road, Bermondsey,
long before this. The centenary issue of Plumbing in 1986 carried a special
section on 100 years of plumber registration, with extracts from their
magazines from around 1886, with Fluxite Soldering Paste being there. It
is still a popular brand today.
As with the lead side, where a number of plants had been set up overseas
during the interwar years in order to avoid import duties, the purchase of
the Fry’s companies brought an expansion in foreign holdings. A further
area of expansion was at Howden, where Roland Cookson, nephew of Clive,
in 1950 added zircon to the production of antimony in which Cookson’s
had been involved since the mid 19th century.
In 1980 Lead Industries Group Ltd acquired the Dee Electric Co. of Camdenton, Missouri, USA, and
Fry’s also purchased a continuous cast machined bronze bar business from the Glacier Metal Company,
a London company that dated from 1899 and produced antifriction metal for use in bearings, and
which in 2018 changed its name from Glacier to GGB.
In 1981, Fry’s acquired stock, goodwill and use of the trade name for the whole range of electric
remelting furnaces from Funditor Ltd, another old London firm, based in Clerkenwell Green EC1,
that specialized in electric remelting furnaces, stereo pots, metal pot heaters for Intertype, Linotype
and Monotype and many other types of machinery. On 24 July 1981 Lead Industries Group acquired
a 35% shareholding in Electrovert Ltd of Montreal, Canada, manufacturers of automatic soldering
equipment, and sold to them the Flowsolder equipment division of Fry’s Metals Ltd, Willow Lane,
Mitcham, and the Dee Electric Company of Camdenton, Missouri, both of which were merged into
the Electrovert Group.
S ROPER & SONS
For many years Fry’s sold silver solders and fluxes, and in April 1962 they took the logical step
towards complementing their manufacturing programme of soft solders by acquiring S Roper & Sons
Ltd, manufacturers of silver solders and precious metal refiners since 1820, and the materials were
sold under the name ‘Flowsilver’. It was a family concern residing in the city of London, which had
received a direct hit from a V2 bomb in 1944, destroying the plant and premises, the father and son
having vacated the premises ten minutes beforehand. Doug Roper continued to run the silver solder
department for some years.
GEORGE JOHNSON & CO. LTD
George Johnson & Co. (Birmingham) Ltd (founded some time in the 1870s) was acquired around
1967. The exact date of origin of George Johnson’s is not known because the records were lost when
the factory was blitzed during the war, with new offices being developed at Solihull in Warwickshire.
The business was entirely in the supply of rolled products in soft metals, mainly tin and lead and their
alloys. Something approaching half of the production was in lead and solder foil used for a variety
of purposes. The company was the major European manufacturer of the ribbon solder used on the
Schuler solder machine, which was used to some extent in the UK but more widely on the continent.
Johnson’s supplied pewter manufacturers either with sheet or with circles cut from sheet which could
be formed to produce articles such as tankards. Apart from supplying the manufacturers in Sheffield
and Birmingham, they did a large amount of business with Scandinavia, and Johnson’s became part of
Lead Industries Group (LIG) on 28 December 1967.
Fluxite vintage advertisement,
courtesy of Grace’s Guide to
British Industrial History
(https://www.gracesguide.co.uk)
THE MINING CO. OF IRELAND
Acquired in 1969, the Mining Company of Ireland & Strachan Bros. Ltd was one of the oldest
companies in the Fry group. Although the exact date of formation of the Mining Company of Ireland
is not known, it was certainly in existence in 1830. It was formed to exploit the lead resources at
Ballycorus, Co. Dublin, mining lead ore and smelting it to produce refined lead. The reverberatory
smelting furnace had attached to it a mile-long flue to settle the dust. When the company’s mine
petered out, ore was brought in from other parts of Ireland and from the Isle of Man, but the smelting
activities gradually diminished and were ultimately given up. The company took up the manufacture
of lead sheet and pipe, and in 1892 amalgamated with another firm in the same line, Strachan Bros.,
which had been established thirty years earlier.
MAGNOLIA ANTI-FRICTION METAL CO.
On 1 May 1970 Fry’s acquired the Magnolia Anti-Friction Metal Co. of Great Britain Ltd, Queen
Victoria Street EC, founded in 1886 and whose Babbitt alloy is still manufactured today. Fry’s also
continued making Magnolia Flower brand, which was a lead-based bearing alloy.
GRAPHICS AND LITHOGRAPHIC PRINTING
As hot metal printing was being superseded by lithographic printing, in 1976 Fry’s acquired Russell &
Beard Ltd, a maker of pre-sensitised aluminium lithographic printing plates in Newhaven. The name
was changed to Fry’s Metals (Graphics) Ltd and the business expanded. Cookson Group recognised
the potential for this business and bought the much bigger Horsell Group plc in Leeds and put the
companies together to form Cookson Graphics, which was subsequently sold when Cookson was
short of cash.
NORTH AMERICA
On 1 August 1978 a new company, Fry’s Metals Inc., formed a partnership with the A J Oster Co.
of Providence, Rhode Island, and Watertown, Connecticut, USA. In 1979 A J Oster Co., Arconium
Corporation of America and Oster Realty Company were acquired by Lead Industries Group Ltd, and
on 18 October that same year Lead Industries Group Ltd purchased NL Industries, and as a consequence
Fry’s Metals Inc. acquired NL’s operation at Altoona, Pennsylvania, the largest solder factory in the
USA. Fry’s Metals Inc. opened an 8,000 sq. ft. warehouse in Altamonte Springs, Florida, in 1981 for
distributing tin-lead and Babbitt alloys and on 25 August that year Fry’s Metals Inc. announced that
it had entered a non-binding letter of intent to acquire New Metal Industries Inc. of Manville, Rhode
Island (founded 28 Feb 1979 by Howard E Schachter). In North America, Fry’s operated as Fry Metals,
as this name was thought better suited to the US market.
SIR WILLIAM BURNETT & CO. LTD
On 1 November 1981, Fry’s Metals acquired the very significant Baker’s soldering flux business from
Sir William Burnett & Co. Ltd. William Burnett was born in Montrose, Scotland, in January 1779.
He was apprenticed to a surgeon before joining the Navy as a surgeon’s mate on board HMS Edgar in
1795. Two years later, Burnett served aboard HMS Goliath under the command of Sir John Jervis and
was present during the battle of Cape St Vincent and the bombardment of Cadiz. Continuing in the
Navy and serving with great distinction at the Nile, he became a Companion of the Order of the Bath
(CB) and gained numerous war medals for his service, and in 1799 was promoted surgeon. Four years
later he was on HMS Blanche at the capture of Cap Français and in the attack on Curaçao, and in 1805,
aboard HMS Defiance, Burnett was present during Sir Robert Calder’s action and the battle of Trafalgar.
His health became so much impaired that he returned to England towards the end of 1813, but in the
March following he was able to undertake the medical charge of the Russian fleet in the Medway which
was suffering severely from fever. He combined with this the charge of the prisoners of war at Chatham,
among whom a virulent fever was raging. When he took charge of the hospital ship one surgeon had
died, two others were dangerously ill, and fifteen patients had gangrene of the lower limbs.
On the completion of this service, Burnett left the Navy and went into private practice at Chichester. He
returned to the service in 1822 when Lord Melville offered him the post of Medical Commissioner
of the Navy. He urged the erection of, and largely planned, the Melville Hospital at Chatham
for naval patients. He was knighted in May 1831 and nominated a Knight Commander of the
Hanoverian Order in June of that year. In April 1835 he was appointed Physician in Ordinary to
King William IV, and Queen Victoria created him a Knight Commander of the Bath in 1850. It was
much regretted by the medical profession that Sir William Burnett became a patentee on a large
scale in connection with his well-known ‘Burnett’s Disinfecting Fluid’ which was extensively used
by Florence Nightingale during the Crimean war. He also patented a fluid for preserving timber,
known as ‘Burnettizine’.
He founded Sir William Burnett & Co. Ltd in 1834 and built up a flourishing business preserving
timber, canvas, cordage, etc. from dry rot, mildew and premature decay. Premises used for this
early work in the preservation of timber were named Nelson Wharf in honour of the great admiral
under whom Burnett had served in his younger days. It was situated at Millwall, Poplar, nearly
opposite Greenwich, and the records show that barges fitted with tanks and apparatus for timber
preserving were towed to the various shipbuilding yards on the River Thames where they were
moored alongside vessels being refitted. With the coming of the steamship and the iron and steel
age the company continued to develop its timber and chemical interests, later manufacturing
Baker’s soldering fluxes, fireproofing solutions and metal polishes, as well as timber preservatives
and disinfectants. It is certain that Sir William Burnett & Co. Ltd were first in the field with zinc
chloride-based fluxes. Sir William Burnett died at Chichester on 16 February 1861. The company
grew too large to be accommodated at Nelson Wharf and moved to a purpose-built factory on the
Great West Road at Isleworth in 1934.
LANDSEER-BAILEY
On 19 April 1982 Fry’s Metals took over the family business of Anglade SA, Paris, which was renamed
Anglade-Fry SARL, and that same month Lead Industries Group acquired H Landseer-Bailey Ltd.
This led to the sales and production of bronze products being transferred from the Tandem Works
to Landseer-Bailey on 4 October. H Landseer-Bailey Ltd was founded in 1927 and was a producer
of a wide range of gunmetal, brass and bronze alloys and secondary aluminium ingots, all to British,
European or American specifications.
ENGLEFIELDS (LONDON) LTD
Cookson Group acquired a majority shareholding in Englefields (London) Ltd, having previously
acquired nearly 42% in April 1982. Located just outside the City of London, Englefields (London)
Ltd could trace its history of making fine pewterware back to the establishment in 1700 of Thomas
Scattergood’s pewter casting business in Spitalfields. Englefields was the oldest company in the
Cookson Group and the largest pewter manufacturer in Europe. Using the original moulds married
to traditional craftmanship, Englefields, under the Crown & Rose trademark, produced a wide range
of articles both functional and aesthetic, from the traditional ‘Pint Bell Tankard’, cast from a mould
hand-carved in 1790, to the highly successful ‘Christmas Bell’ range launched in a limited edition in
1979. Fry’s Metals, as a group, were the largest suppliers of alloy to pewterware manufacturers. British
pewterware in the modern age is an alloy of over 90% tin with copper and antimony added to give it
special properties.
ALPHA METALS
In 1984 the main acquisition by Cookson’s was a 50% holding in Alpha Metals that had locations in
USA, France, Germany and UK. In 1985 Cookson acquired the remaining 50% including Alpha Hong
Kong, then in 1986 acquired a 50% interest in Vesuvius Crucible, a world leader in high performance
ceramic refractories used in the continuous casting of steel. The remaining interest was purchased in
1987.
ALPHA-FRY
In addition to Cookson’s acquiring Alpha Metals Inc. on 10 Jan 1984, on 5 April they also purchased
the solder metal business of Federated Metals Corporation. On 24 May Cookson America acquired
50% of Advance Offset Plate Inc., and also purchased Stern Metals Inc. Ten years later, in 1994, Alpha
Metals and Fry’s Metals amalgamated to form Alpha-Fry Ltd. There was considerable European
expansion within the group which included the acquisition of Nova Tran (UK), Billiton Witmetaal
(Netherlands and Germany) and the establishment of the £4m Ashford paste and chemical plant. At
the start of November 1984 the Cookson Group was split into five divisions: Metals & Chemicals, Fry,
Ceramics & Antimony, America, and Surface Coatings.
FRY’S METALS – DIVISIONS
Fry’s Metals Graphics, H Landseer-Bailey & George Johnson were incorporated into Fry’s Metals and
the Fry’s Metals business was to be managed as two divisions – Metals and Chemicals, and Special
Products. The silver solder division was the last department to transfer from Willow Lane to the Tandem
Works in July 1984 and a new Fry logo, previously introduced at Fry’s Metals Inc., was introduced at
that time. Manufacture of plates ceased at Fry’s Metals (Graphics), Newhaven, in January 1986, and
that same month Anzon Ltd and HMR Group Ltd merged to form a new company, Cookson Ceramics
& Antimony Ltd. On 29 Jan 1986 Cookson Australia Pty Ltd sold its shareholding in Dulux Australia
to ICI Australia Ltd and Cookson agreed to acquire the lead products business of Dulux, trading as
Commonwealth Litharge and Red Lead. The number of acquisitions and major shareholding increases
by the Cookson Group kept up a relentless momentum.
COOKSON MARKET TIN
On 12 May 1986 Cookson entered into an agreement with Paranapanema S.A. Mineração Industria
e Construção, Brazil, to market on an exclusive basis in North America, Europe and certain other
areas its Mamore brand of tin. A new company was formed called Cookson Mamore Tin (CMT),
subsequently changed to Cookson Market Tin.
KENT CHEMICAL CO. LTD
in July 1987 Cookson acquired the Kent Chemical Co. Ltd, Tenterden, which made solder and fluxes
for Alpha Metals. The Kent Chemical Company traces its origins back to the 1830s in Regent Street,
when a widow, Amy Lloyd, began selling shaving cream. The company was purchased in 1914 by Louis
Pugh, who lived in Tenterden, and at the outbreak of war the company was moved from East London
to Tenterden. At the same time the manufacturing of the product was split into a separate company,
and a barn was bought in Tenterden so that work could continue. The manufacturing operation first
traded under the name Collective Exchange, in order to cover a number of other planned activities.
The success of the toiletry manufacturing led to the name being changed to Kent Chemical Company.
The company moved to Station Road, Tenterden, and widened its work to include general chemical
blending and packing under contract. Success and expansion brought a move to Bridewell Lane,
Tenterden, in 1961, and in 1966 the company was purchased by the Phonata Group and continued
its expansion. By the mid 1970s the company was being used by many of Britain’s most famous
companies, including ICI, BP, Esso and Shell. Amalgamation with a sister company, GS Chemicals, in
1983 laid the foundations of the Products Division. This provided products developed and sold under
the company’s trade name Trafficair for maintenance and cleaning of cars, buses, trucks, railways and
aircraft. The Kent Chemical Co. Ltd opened a contract manufacturing and packing plant in Ashford,
Kent, on 20 April 1988.
NEW COOKSON DIVISIONS
In October 1987 Fry’s Diecasting, Wolverhampton Diecastings, Wilkes-Lucas and Metal Castings
Ltd amalgamated to form Cookson Precision Castings Ltd with the Head Office at Worcester. In
October 1987 Cookson-Fry and Cookson Materials Divisions combined into a new Cookson Metals
and Chemicals Division, comprising four sectors: Cookson Precision Castings, Frank Horsell Group,
Cookson Industrial Materials and Cookson-Fry. A new Cookson Ceramics and Plastics Division was
formed, comprising three sectors: Ceramics, Minerals and Plibrico.
FERNOX
On 1 January 1989 Cookson-Fry re-organised into two distinct sectors, namely tin and aluminium,
and Fernox joined the Cookson Group in 1989, when it was integrated into Cookson-Fry. Fernox had
been established in 1964 by Peter Meutzel who spotted the need for corrosion protection in the newer
mixed metal heating systems being introduced at that time. He developed the company slowly until
1984, when he sold it to Messrs Stogdon & Davies. Fernox is still a leading name in its field and its
products are sold throughout the UK and the rest of Europe, and it continues to grow in many other
parts of the world.
LEEDS BRONZE
In 1994, as Cookson re-aligned itself as a precious metals business, Leeds Bronze, together with the
lead manufacturing and engineering businesses were sold and became the Calder Group, originally
under the chairmanship of David Hudson and later by 1998 John Hudson, OBE.
COOKSON DEMERGERS
The business was demerged in December 2012 when Cookson Group split into two separate businesses,
Alent plc and Vesuvius plc. Alent plc incorporated the businesses of Alpha and Enthone, including the
Fry products, and derived its name from the letters of Alpha and Enthone and the name of Cookson
ceased to be used and the Cookson Engineered Ceramics division was renamed Vesuvius.
END OF THE FRY NAME
It was at this time the Fry name finally disappeared from any company title, but the brands still
remained and continue as brand names. In December 2015 Alent plc was acquired by Platform Specialty
Products (also a specialty chemicals company) for $2.1 billion and the corporation announced a new
division called MacDermid Performance Solutions, combining the original MacDermid operations
of the corporation with businesses from Alent, merging the experience, resources and sales strategies
of each company. Following the acquisition, the Enthone business merged with MacDermid to create
a new market leader, while the Alpha division remained as a standalone business within Platform
Specialty Products. Platform plc changed its name to Element Solutions Inc in 2019, is currently
listed on the New York Stock Exchange and continues to make significant acquisitions to add to its
ever-growing portfolio, including Kester, a leading global supplier of electronic assembly materials
including chemicals, paste, wire and bar products; Coventya, manufacturers of specialty chemicals
for electroplating, surface finishing and friction control; HKW Wentworth, a global specialist in
formulated chemical solutions; and HSO Herbert Schmidt GmbH & Co. KG, supplying technology
for surface treatment.
NB For more information on these businesses, see https://www.gracesguide.co.uk/
BIBLIOGRAPHY
UK Censuses
England & Wales 1939 Register
Indexes and certificates of Births, Marriages and Deaths
Electoral registers
Probate Deaths Index
Wills of William Hallett, Herbert Frederick Höveler
The Tandem News
The Fry Record
E T Humphries, History of Fry’s 1912-1982
Kelly’s Directory 1904, 1905, 1907, 1910
London Gazette
Post Office London Directory, 1841, 1882, 1910
Burke’s Landed Gentry of Ireland, 1899
Who was Who in Argentine Railways, 1860-1960, quoted in Rotary Steam Engines, p.6
http://www.douglas-self.com/MUSEUM/POWER/rotaryengines/rotaryeng6.htm
Passenger lists on FindMyPast website
Engineering, 1905: Index of Advertisers, January-June
Who’s Who In Engineering, 1914 and 1922
Tonbridge School Register, 1927, 1951
United States Patent nos. 718, 725
Crace fire insurance maps, 1887
Naturalisations, The National Archives
www.britannica.com/technology/type-metal
Engineering and Mining Journal, 04/03/1882, p.6
OS London 1:1,056 map: sheets VII.88, VII.89, 1893-6
Open Street Map
Sidney Wright, A Digest of Law and Arbitration Cases, 1907
Sussex County Cricket Club: Committee Members 1858 to 1996
https://nethouseprices.com/house-prices/street-details-sale/5cf9903c89a87f13e0536c04a8c074b1/
horatio%20court,%20151%20rotherhithe%20street,%20london,%20se16%205qq/2017
British Colonial Printer Stationer, Vol. LXXI No. 17 24/10/1912
The British Printer, 01/1920, 02/1920
Fryotype Booklet
Western Mail 23/07/1915
The Times, 23/02/1918
The Guardian, 25/07/1991
Mitcham News, 03/08/1980 and 08/02/1985
Surrey Advertiser and County Times, 16/07/1943
John Fry, meeting, 27/11/1911
Personal communications: Miss P E Barfoot (08/09/1988); Roger Bowbrick (1957); Terry Cuzner
(Willow Lane); Walter Davies, (Kidderminster, Glasgow & Rochdale); V B Elliott (12/09/1972); Alan
Hussey (Tandem Works, Rochdale Laboratory); Tony Ingham (Associated Lead and Fry’s from 1982);
W H Lawrence (1953); J Ronnie Rose (1972); Eric Shaw (2021).
An advert for a Fryotype Melting Pot
An Intertype Line casting machine using Fry product
A Monotype Casting machine using Fry product
GLOSSARY
Alloy a mixture of two or more metallic elements.
Anti-friction metal a whitemetal bearing metal.
Antimonial-Lead a lead mixture containing antimony.
Antimony sulphide a compound of antimony and sulphur.
Bearing metal an alloy, such as brass, bronze or whitemetal, used for making plain bearings, without mechanical
elements, such as balls, rollers or needles.
Blowpipe solder a low melting point alloy for fine soldering and stained glass work.
Brass an alloy of copper and zinc.
Bronze an alloy of copper and tin, and sometimes other metals are added to give the bronze
particular properties. It is often used for bearings.
Chill cast cast into steel moulds which may be water-cooled.
Crude antimony unrefined antimony from smelting of ore.
Cupola furnace a melting device used in foundries that can be used to melt cast iron, Ni-resist iron and
some bronzes.
cwt abbreviation for hundredweight = 8 stone or 112 pounds (50.80 kg).
Dross metallic waste removed from molten metal during smelting.
Eutectic a homogeneous mixture of metals which melts or solidifies at a single temperature lower
than the melting point of any of the constituent parts.
Flowsolder a process where a wave of molten solder is used to solder components to a printed circuit
board.
Flux a solid or liquid chemical used to enable molten solder to wet a surface.
Fryotype Fry’s Metals proprietary printing metal specification.
Furnace a heated container for heating, melting or smelting metals or other materials. It may have a
crucible or pot inside it to contain the material being heated.
Furniture wood, metal or plastic spacers around and between areas of type on the page layout.
Ingot a block of metal in any number of divisions and shapes obtained by pouring molten metal
into a steel mould.
Gunmetal an alloy of copper, tin and zinc. A type of bronze.
Intermetallic a compound of two or more metallic elements in specific ratios.
Leads thin strips of metal between lines of type.
Letter foundry a foundry which makes metal type.
Linotype a brand name for a machine casting a line of type at a time. It is also used to denote the grade
of typemetal used in such a machine.
Mazak alloy a family of alloys with a base metal of zinc and an alloying element of aluminium.
Melting pot a furnace with a pot or crucible containing the metal to be melted.
Monotype the name of a specialist typesetting process requiring a specific blend of tin, lead and
antimony.
Non-ferrous metals not containing iron.
Pewter alloy of tin, antimony, copper, bismuth and sometimes silver, used to make decorative objects.
Phosphor Bronze copper alloyed with tin and phosphorus.
Plumbago crucible highly refractory crucible composed of a mixture of about equal parts of refractory clay and
graphite.
Refractory as a noun: usually refers to the lining of a furnace; as an adjective: having a very high melting
point.
Slag a left-over by-product, usually comprising oxides, after a metal has been smelted.
Smelting producing a metal from an ore or dross using heat and reducing agent.
Soft solder a solder, almost exclusively containing tin, typically having a melting point or range between
90°C and 450°C.
Solder an alloy which wets and flows between surfaces to be joined and forms a metallurgical bond
with those surfaces.
Solder paste/cream a blend of powdered metal and flux for soldering.
Star antimony refined metallic antimony characterized by crystalline patterns on its surface, called
dendrites, resembling stars or fern leaves.
Stereo plant a foundry using stereotype print metal.
Stereotype the name of a specialist typesetting process requiring a specific blend of tin, lead and
antimony.
Tuyeres nozzles through which air is forced into a smelter, furnace, or forge.
Vaculoy and HiFlo brands of solder alloy made with high purity material.
White lead lead carbonate used as a white pigment in base paints.
Whitemetal an alloy, based on tin and/or lead, containing other metallic elements, such as antimony
and copper, to harden it or alter its melting properties. Whitemetals are used, among other
purposes, to make bearings, metallic models and costume jewellery.
MERTON HISTORICAL SOCIETY – 2023
ISBN 978 1 903899 83 0
Further information on Merton Historical Society can be obtained from the Society’s website
at www.mertonhistoricalsociety.org.uk
or from
Merton Library & Heritage Service, Merton Civic Centre,
London Road, Morden, Surrey SM4 5DX